Bei der Wärmebehandlung von Messern werden die Eigenschaften der Klinge verändert, um sie insgesamt zu einem besseren Werkzeug zu machen. Der gesamte Prozess kann sehr technisch und selbst für Messerliebhaber schwer verständlich sein.
In diesem Artikel erklären wir auf leicht verständliche Weise, was Wärmebehandlung ist, warum wir Messer wärmebehandeln und welche Schritte der Prozess umfasst, ohne dabei wichtige Details auszulassen.
Warum Messer wärmebehandelt werden müssen
Die Wärmebehandlung ist ein notwendiger Schritt bei der Messerherstellung, um die Klinge ausreichend hart und gleichzeitig robust genug zu machen, um der Belastung durch harte Arbeit ohne mit der Wimper zu zucken standzuhalten.
Dieses Ergebnis lässt sich nicht erzielen, indem man den Stahl einfach in die Schmiede legt und die Klinge durch Hämmern formt. Die Wärmebehandlung erfordert präzise Temperaturen, Zeitabläufe und spezielle, auf den Stahl abgestimmte Techniken.
Messermacher können zwar auch ohne Wärmebehandlung Messer herstellen, aber die Schneideleistung würde darunter leiden. Der zum Schmieden der Klinge verwendete Stahl wäre entweder zu weich und damit nicht schnitthaltig oder zu hart und brüchig. Eine Wärmebehandlung ist für alle Messer ein Muss. auch solche aus Keramik.
Die Wärmebehandlung dient nicht nur dazu, den Stahl auf seine optimale Härte zu bringen. Gehärteter Stahl kann auch zu spröde für die Herstellung eines Messers sein. Dabei geht es auch darum, die überschüssige Härte zu reduzieren, die mehr Schaden als Nutzen anrichtet. Ein Beispiel hierfür ist das Anlassen von gehärtetem Stahl nach dem Abschrecken.
Kaufen Sie Messer im Großhandel und starten Sie noch heute mit uns ins Wachstum
Kontaktieren Sie uns und verbinden Sie sich mit einem Vertriebsmitarbeiter, um ein kostenloses Angebot zu erhalten.
Wissenschaft der Wärmebehandlung
Die Wärmebehandlung ist ein relativ einfacher Prozess, der die physikalischen und chemischen Eigenschaften des Stahls zu unserem Vorteil drastisch verändert. Der Prozess ist nicht allzu kompliziert – Heiz- und Kühlzyklen – aber die Wissenschaft hinter der Wärmebehandlung kann ihn besser erklären.
Stahl ist kein reines Metall. Er ist eine Mischung aus Eisen und nichtmetallischem Kohlenstoff sowie weiteren chemischen Elementen wie Chrom und Silizium. Um mehrere Elemente zu behandeln, müssen wir einzeln erläutern, wie sie sich bei der Wärmebehandlung auf Stahl auswirken.
Die Untersuchung von hochlegiertem Stahl während der Wärmebehandlung erfordert eine eingehende Untersuchung, die schwer verständlich sein kann. Wir beschränken uns auf die Eisen-Kohlenstoff-Mischung, da dies die einfachste Form von Stahl ist.
Kristallstruktur von Eisen
Reines Eisen bildet ein weiches und stabiles Metall, bekannt als Ferrit, und es hat eine kubisch-raumzentrierte (BCC) Kristallstruktur. Man kann sich BCC als einen Würfel mit einem Kohlenstoffatom in jeder Ecke und einem in der Mitte vorstellen. Jede dieser Kristallstrukturen verformt sich in eine bestimmte Richtung, d. h. sie bewegen sich nur in diese Richtung.
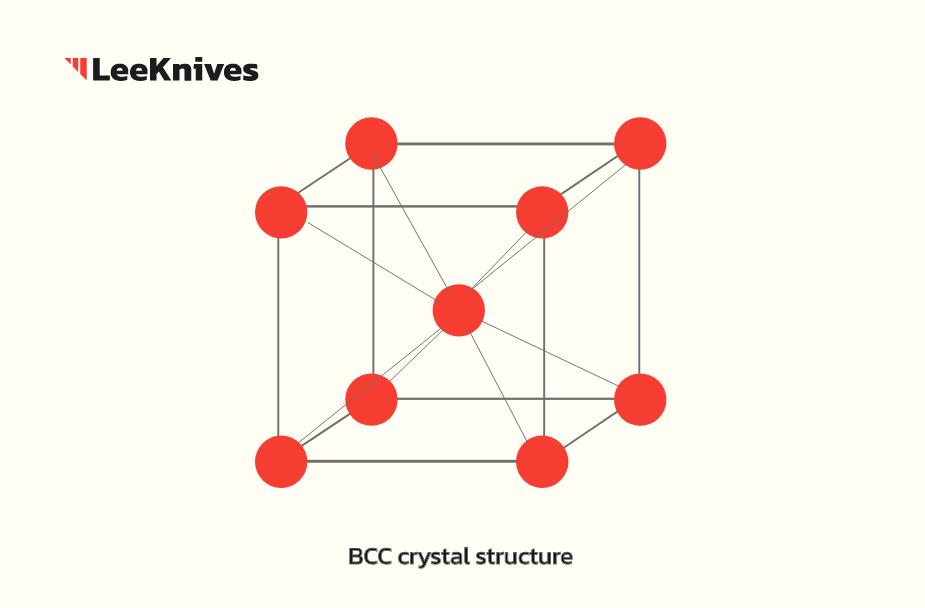
Dies wird als Gleitsystem bezeichnet und bezieht sich auf die Richtung, in der Atome aneinander vorbeigleiten wenn eine Verformung auftritt.
Wenn reines Eisen erhitzt und abgekühlt wird, wachsen die Kristalle und bilden Körner. Jedes Korn hat das gleiche Gleitsystem, die Richtung, in die es sich verformen möchte, aber die benachbarten Körner haben das gleiche Gleitsystem und sind schlank.
Wenn Sie Kraft auf das Metall ausüben, z. B. indem Sie es biegen, kann die Maserung nur in dieser Richtung verrutschen und sich verformen. Die ausgeübte Kraft muss größer sein, um die Maserung weiterzuschieben und eine Verformung zu bewirken.
Es ist, als ob man mit einem Auto auf der Straße fährt, während ein anderes vor einem parkt – nicht unmöglich, aber es lässt sich nicht so leicht bewegen. Bei größerer Krafteinwirkung baut sich im Stahl mehr innere Spannung auf. Diese innere Spannung kann dazu führen, dass der Stahl unter Krafteinwirkung leicht zerspringt, reißt oder absplittert. Kommt Kohlenstoff ins Spiel, verändern sich die Dinge exponentiell.
Einfluss von Kohlenstoff auf die Wärmebehandlung
Mit zunehmendem Kohlenstoffgehalt bildet Stahl weniger Ferrit und mehr Zementit, eine Eisenkarbidlegierung.
Bei erhöhten Temperaturen um 1.000 °C geht Zementit in eine andere Kristallstruktur über, die als AustenitDies geschieht jedoch bei Stahl mit einem Kohlenstoffgehalt von weniger als 2%.
Stattdessen tritt Zementit in der Kristallstruktur des Metalls häufiger auf, wenn der Kohlenstoffgehalt 2% übersteigt. Es bildet sich erneut Zementit, wodurch der Stahl härter, aber spröder wird. Deshalb überschreiten Hersteller selten den Kohlenstoffgrenzwert 2%, um zu verhindern, dass der Stahl spröde wird.
Der Hauptunterschied zwischen Ferrit und Austenit besteht darin, dass letzterer eine kubisch-flächenzentrierte StrukturDiese Kristallstruktur ist dichter als BCC, aber die Hitze öffnet Räume, in die Kohlenstoffatome hineinschlüpfen können.
Durch die Freisetzung von Kohlenstoff in die Lösung wird das Metall widerstandsfähiger gegen Verformungen. Austenit ist deutlich fester, weniger spröde und verformungsanfälliger als Ferrit, wodurch die Zähigkeit und Härte des Metalls gleichzeitig erhöht werden.
Jetzt sollten Sie eine Vorstellung davon haben, was während der Wärmebehandlung im Inneren des Stahls passiert, obwohl dazu einige Kenntnisse der Metallurgie erforderlich sind.
Werfen wir einen Blick auf die Phasen der Wärmebehandlung, die der Stahl bei der Herstellung eines Messers durchläuft.
Normalisieren

Wenn die Hersteller den Stahl schmieden, um ihn versandfertig zu machen, sei es in Form eines Blocks oder einer Stange, entstehen im Material innere Spannungen und die Korngröße wird ungleichmäßig.
Normalisieren ist, wie der Name schon sagt, im Wesentlichen ein Reset-Knopf für den Stahl, der diese inneren Spannungen abbaut und die Korngröße ausgleicht. Durch die Normalisierung erhöht sich die Festigkeit des Stahls und er ist bereit für die weiteren Schritte der Messerherstellung.
Verfahren
Der Normalisierungsprozess ist sehr unkompliziert. Der Stahl wird gleichmäßig erhitzt, üblicherweise in einem Rohr, fernab von direktem Feuer, bis er die Übergangstemperatur erreicht. Jeder Stahl hat seine für die Normalisierung erforderliche Übergangstemperatur, die zwischen 800 und 950 °C liegt und damit knapp über der kritischen Austenitbildung liegt. Dieser erste Schritt der Normalisierung ist die Erholungsphase.
Nachdem der Stahl diese kritische Temperatur oberhalb der Rekristallisationstemperatur, aber unterhalb des Schmelzpunkts erreicht hat, wird er dort etwa eine Stunde pro 25 mm Dicke gehalten. Dabei findet die Rekristallisation statt, die zu einer gleichmäßigen Korngröße führt. Dies ist die Rekristallisationsphase der Normalisierung.
Während dieses Prozesses bildet sich Stahl Perlit, abwechselnde Schichten aus Zementit und Ferrit. Wenn das Karbid (und bei manchen Stählen Perlit) in der Lösung ist, hat der Stahl eine gleichmäßige Korngröße, wodurch das Ziel der Normalisierung erreicht wird.
Anschließend lässt man den Stahl an der Luft auf Raumtemperatur abkühlen. Dieser letzte Normalisierungsschritt ist die Kornwachstumsphase. Das Ergebnis ist duktilerer Stahl, der sich leicht verarbeiten lässt und sich weder verzieht noch reißt.
Zusammenfassung des Normalisierungsprozesses
- Erhitzen Sie den Stahl knapp über seine Austenitbildungstemperatur.
- Halten Sie es etwa eine Stunde pro 25 mm Dicke.
- Lassen Sie den Stahl an der Luft auf Raumtemperatur abkühlen.
Nach Abschluss der Normalisierung ist der Stahl sehr duktil. Er ist weich – noch kein ideales Material für die Herstellung einer Messerklinge. Der nächste Schritt, die Wärmebehandlung, bringt die Härte des Stahls zum Vorschein.
Abschrecken

Das Abschrecken ähnelt dem Normalisieren, weist jedoch einen entscheidenden Unterschied auf: Anstatt den Stahl zu erhitzen und an der Luft abkühlen zu lassen, wird er schnell abgekühlt.
Diese schnelle Abkühlung fördert die Martensitbildung, die harte, aber spröde Mikrostruktur von Kohlenstoff in Eisen, die Stahl härtet. Beim Abschrecken wird der eutektoide Punkt fast übersprungen, die Temperatur wird Austenit instabil, wodurch der Kohlenstoff in der Lösung entweichen kann.
Das Abschrecken kann mit verschiedenen Medien erfolgen: Luft, Wasser, Öl oder Salzlake. Hier erfahren Sie mehr über den Prozess des Abschreckens von Stahl und die Unterschiede zwischen den verwendeten Abschreckmedien.
Verfahren
Wie beim Normalisierungsprozess wird der Stahl über seine Rekristallisationstemperatur, aber unter die Schmelztemperatur erhitzt. Manche Stähle benötigen ein bestimmtes Zeitfenster, um bei dieser Temperatur zu bleiben und das Material zu durchtränken. Mit anderen Worten: Mischen Sie alles in der Lösung.
Von dort aus wird der Stahl schnell abgekühlt, indem er entweder an der Luft gekühlt wird oder in einen Tank getaucht wird, der mit einem der folgenden Abschreckmedien gefüllt ist.
Abschreckmedien
- Luft: Luftabschrecken wird wegen seiner Erschwinglichkeit bevorzugt, da es keine zusätzlichen Maßnahmen erfordert, funktioniert aber nicht mit jedem Stahl. Luftabschrecken kühlt den Stahl oft zu langsam ab, um seine Eigenschaften zu beeinträchtigen. Dennoch ist es eine kostengünstige Methode zum Abschrecken von Stahl für die wenigen Optionen, die damit funktionieren, wie z. B. D2-Werkzeugstahl.
- Wasser: Wasser ist ein schnell wirkendes Abschreckmittel zum Abkühlen von Stahl. Es ermöglicht eine schnelle Abkühlung auf Raumtemperatur. Allerdings neigt das Abschrecken mit Wasser dazu, die meisten Messerstähle zu reißen. Daher funktioniert es nicht bei jedem Stahl, wie z. B. beim Abschrecken mit Luft. Dieses Abschreckmittel funktioniert am besten mit 1050 und W2-Stahl.
- ÖlÖl ist das am häufigsten verwendete Abschreckmedium, da viele Stähle eine Abschreckung in Öl erfordern. Es kühlt Stahl zwar nicht so schnell ab wie Wasser, aber immer noch deutlich schneller als Luftkühlung. Es gibt spezielle Abschrecköle. Ein Nachteil der Abschreckung in Öl ist ihre Entflammbarkeit. Messermacher müssen den Stahl unabhängig vom verwendeten Medium mit der richtigen Sicherheitsausrüstung abschrecken.
- Salzwasser: Eine Mischung aus Wasser und Salz (Sole) ist die schnellste Methode zum Abkühlen von Stahl. Salzwasser kühlt am schnellsten ab, da es im Gegensatz zu normalem Wasser keine Luftblasen bildet. Die gesamte Oberfläche ist mit Flüssigkeit bedeckt, was für die schnellste Abkühlung sorgt. Auch dies kann für den Stahl zu schnell sein und zu Rissen führen.
Während das Abschrecken die Härte verbessert, kann es den Stahl spröder machen. Je mehr Martensit vorhanden ist, desto spröder ist der Stahl. Da Sprödigkeit bei einem Messer keine gute Eigenschaft ist, folgt anschließend das Anlassen, um die Härte des Martensits zu reduzieren.
Temperieren

Anlassen ist ein Wärmebehandlungsverfahren, das die durch Abschreckhärten verursachte Sprödigkeit reduziert. Es gleicht Härte und Zähigkeit des Stahls aus, indem es den im Martensit eingeschlossenen Kohlenstoff entweichen lässt und die innere Spannung löst.
Das Ergebnis ist weicherer, aber viel festerer Stahl, der Verformungen widersteht, ohne zu reißen.
Verfahren
Wie bei anderen Wärmebehandlungsverfahren beginnt auch beim Anlassen der Stahl mit dem Erhitzen. Der Unterschied liegt diesmal in der Temperatur. Das Anlassen erfolgt bei deutlich niedrigeren Temperaturen, etwa 125 bis 400 °C, je nach Messerstahl.
Sobald der Stahl seine Anlasstemperatur erreicht hat, wird er für eine bestimmte Zeit gehalten. Die Dauer hängt wiederum vom Stahl ab. Anschließend wird die Temperatur des Stahls gesenkt, bis er mit einer festgelegten Geschwindigkeit abkühlt. Zum Beispiel 250 °C für eine Stunde, 175 °C für eine Stunde und 125 °C für eine halbe Stunde, dann auf Raumtemperatur.
Nach dem Anlassen wird der Stahl zäher und kann Stöße ohne bleibende Schäden genauso gut absorbieren.
Zusammenfassung des Temperierprozesses
- Erhitzen Sie den Stahl auf seine Anlasstemperatur.
- Halten Sie den Stahl für eine festgelegte Dauer auf dieser Temperatur.
- Kühlen Sie den Stahl mit einer vorgegebenen Geschwindigkeit ab, um innere Spannungen abzubauen und übermäßige Härte zu reduzieren.
Das Anlassen ist für die meisten Stähle nach dem Abschrecken unerlässlich. Bei unzureichendem Anlassen muss der Stahl möglicherweise normalisiert werden. Messermacher müssen den Stahl sorgfältig und präzise anlassen, um die vorherigen Wärmebehandlungsschritte nicht zu verschwenden.
Nach dem Tempern ist die Klinge bereit zum Schleifen, um Form und Politur zu perfektionieren. Falls die Wärmebehandlungsprozesse zu komplex sind, finden Sie hier eine kurze Übersicht über die Unterschiede zwischen unterschiedlich wärmebehandeltem Stahl.
Unterschied zwischen normalisiertem, vergütetem und angelassenem Stahl

Normalisierter Stahl ist in der Regel zu weich für die von uns erwarteten Messereigenschaften. Er verbiegt sich leicht und behält keine gute Schneide.
Abgeschreckter Stahl ist unglaublich hart, aber gleichzeitig sehr spröde. Stöße auf abgeschreckten Stahl vor dem Anlassen können zu Rissen führen, da sich zu große innere Spannungen aufbauen.
Gehärteter Stahl weist das beste Härte-Zähigkeits-Verhältnis unter den wärmebehandelten Stählen auf. Er ist ausreichend hart, aber auch weich genug, um Stöße zu absorbieren. Als Messermaterial splittert die Schneide nicht so leicht und behält ihre Schärfe ausreichend.
Kaufen Sie Messer im Großhandel und starten Sie noch heute mit uns ins Wachstum
Kontaktieren Sie uns und verbinden Sie sich mit einem Vertriebsmitarbeiter, um ein kostenloses Angebot zu erhalten.
Glühen
Es gibt auch das Glühen, eine Wärmebehandlungsmethode, die bei Messern weniger häufig angewendet wird. Der Zweck des Glühens besteht darin, den Stahl für die Kaltbearbeitung wie Zerspanen, Schleifen oder Schneiden vorzubereiten. Diese Wärmebehandlungsmethode bringt den Stahl oder jedes andere Metall in seine weichste Form und stellt sicher, dass er sich bei den oben genannten Vorgängen nicht verformt.
Das Glühen verläuft ähnlich wie das Anlassen, erfordert jedoch wesentlich höhere Temperaturen und eine sehr langsame Abkühlgeschwindigkeit. Natürlich dauert das Glühen von Stahl länger als das Anlassen.
Schlussworte
Damit Messer eine langlebige Klinge erhalten, die lange scharf bleibt, ist eine Wärmebehandlung fast immer notwendig. Es ist ein langwieriger und präziser Prozess. Jeder Stahl mit der richtigen Wärmebehandlung kann eine Klinge ergeben, die einigermaßen gut schneidet.
LeeKnives ist ein Großhandel messerhersteller die zum Schmieden von Messern eine große Auswahl an Messerstählen verwendet. Wir beliefern Ihr Messergeschäft mit einem breiten Sortiment, von japanischen Spezialmessern über Allzweckmesser bis hin zu Sets.
Wir bieten unseren Kunden auch weitere Dienstleistungen, die ihr Wachstum unterstützen. LeeKnives kann Ihnen dabei helfen, einzigartige, maßgeschneiderte Messer bis ins kleinste Detail Ihrer Vorstellungen herzustellen und sie in der von Ihnen gewünschten Verpackung zu versenden.
Klicken Sie hier, um ein Angebot anzufordern mit den für Sie interessanten Leistungen, der Bestellmenge und Ihren Kontaktdaten. Wir melden uns innerhalb von maximal zwei Werktagen bei Ihnen.