ナイフの刃の仕上げ これらは、熱処理や研ぎの後に刃に施される最終的な表面処理です。これらは、反射率、質感、耐食性、そしてナイフの摩耗の進行速度を左右します。.
小売業者として在庫SKUを選定する場合でも、OEMバイヤーとしてプライベートブランド商品を仕入れる場合でも、適切な ブレードの仕上げ 製品の店頭での訴求力、価格帯、およびメンテナンスの状況を決定づけることができます。.
このガイドでは、最も一般的な ナイフの仕上げ — サテン仕上げの各種、ストーンウォッシュおよびブラックストーンウォッシュ、ビードブラスト、セミポリッシュおよびミラーポリッシュ、鍛造およびハンマー仕上げ、酸エッチング、ブラックウォッシュ、DLC、PVD、 セラコート、パッシベーションなど——B2Bバイヤーにとって重要な要素、すなわちコスト、最小発注数量(MOQ)、リードタイム、顧客満足度に重点を置いています。.
ちょっとしたメモ: このガイドでは、鍛造および研削後にナイフの刃に施される表面処理について解説します。刃を構成する構造部分(背、刃先、面取り、先端など)については、当社の完全な ナイフの構造と各部の完全ガイド.
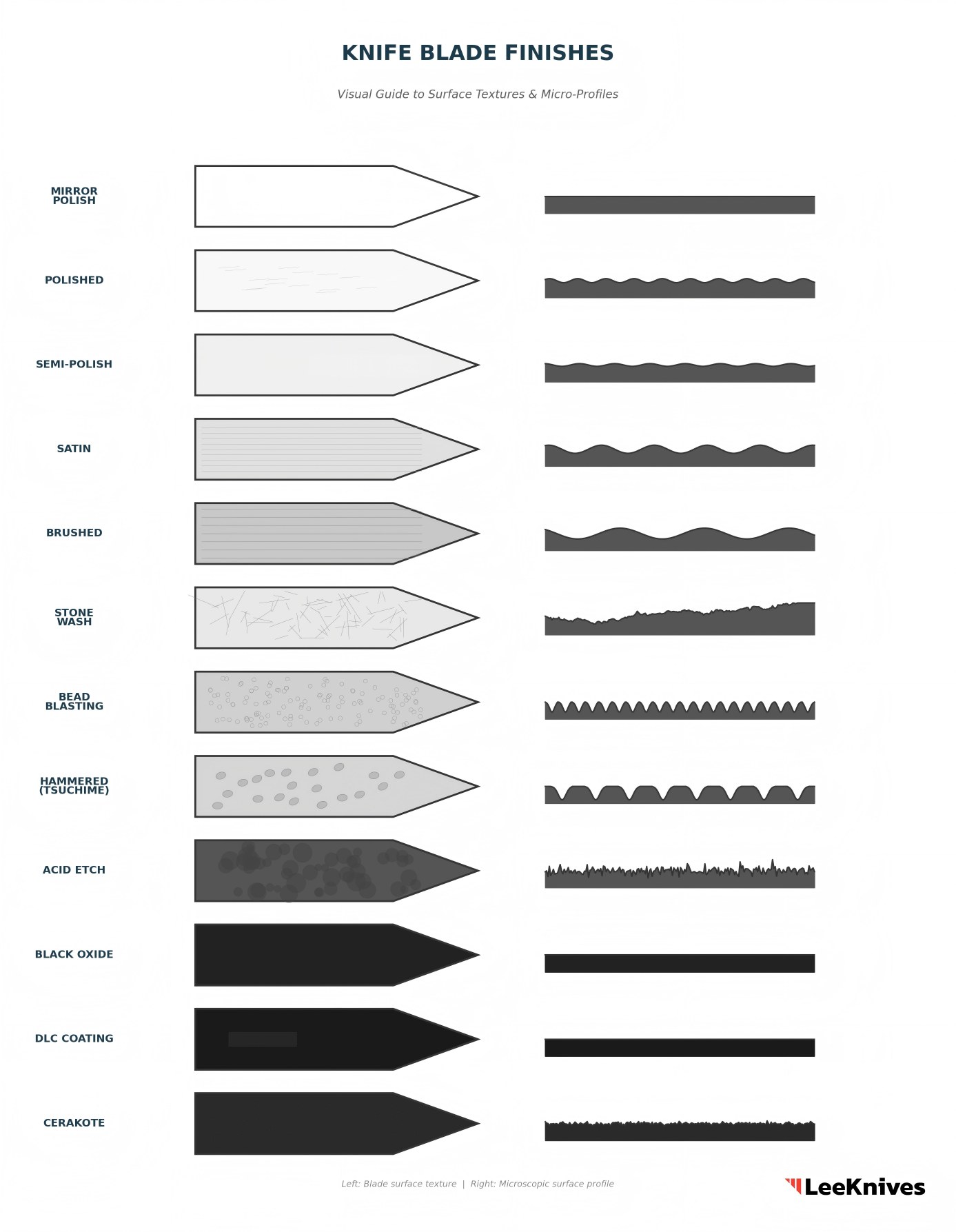
ナイフの刃の仕上げに関するビジュアルガイド
ナイフの刃の仕上げとは?

あ ナイフの刃の仕上げ これは、主な研削および熱処理工程が完了した後、ブレード表面に施される質感、色、またはコーティングのことです。ブレードの「最終的な表面仕上げ」と呼ばれることもあります。この仕上げは、すべての購入者が重視する以下の3つの要素に影響を与えます:
- 外観: マット、光沢、ダーク、テクスチャ、またはツートーン。.
- 耐食性: 滑らかな表面やコーティングされた表面は、粗く、表面が露出している表面よりも錆びにくい。.
- 摩耗挙動: 仕上げによっては傷が目立たなくなるものもあれば、あらゆる傷が目立つものもあります。.
「仕上げ」は「~とは異なります」 刃の研ぎ. 。「グラインド」とは刃の断面形状(フラット、ホロー、コンベックス)を指し、「仕上げ」とは鋼材の表面状態を指します。グラインドが性能にどのような影響を与えるかについては、当社の ナイフ研磨ガイド.
ブレード仕上げの完全ガイド(クイックリファレンス)
| 終了 | プロセス | 外観 | 耐食性 | 引っかき傷の隠し方 | コスト階層 | ベスト・ユースケース |
|---|---|---|---|---|---|---|
| サテン | ベルト研磨/手作業による研磨 | 柔らかな光沢、木目 | 適度 | 低い | $ | 万能な調理用ナイフ |
| ブラッシュ仕上げ | ワイヤーブラシ/ホイール | 粗い、工業用 | 適度 | 中くらい | $ | 作業用ナイフ、タクティカル |
| ストーンウォッシュ | メディアとの駆け引き | マットで、使い込まれたような質感 | 良い | 素晴らしい | $$ | EDC、耐久性に優れたフォルダー |
| ビーズブラスト | メディアブラスト | マットグレーでさえ | 中程度(注意が必要) | 中くらい | $ | 戦術、塗装下地処理 |
| 半研磨仕上げ | 多段階研磨 | 柔らかな光沢 | 良い | 低い | $$ | 中価格帯の日本のシェフナイフ |
| 鏡面仕上げ | 段階的な研磨 | 反射率が高い | 良い | なし | $$$ | 一流のシェフ、コレクター |
| ブラック・ストーンウォッシュ | 黒化処理+タンブリング(ハイブリッド) | ダークマット、使い込まれた感じ | 「非常に良好」(PVDベース)/「普通」(化学ベース) | 素晴らしい | $$ | タクティカルEDC、過酷な使用に耐えるプレミアムモデル |
| 鍛造仕上げ | 鍛造スケールの残留 | 暗く、素朴な質感 | 適度 | 中くらい | $$ | 職人による、素朴な雰囲気のアウトドア用ナイフ |
| ハンマー仕上げ/ツチメ | ハンマー仕上げまたはダイ仕上げの質感 | くぼみのある、職人技 | 適度 | 中くらい | $$$ | 高級な日本の包丁 |
| 酸エッチング | 化学浴 | 暗く、酸化した | 適度 | 中くらい | $$ | ダマスカス、カスタムEDC |
| ダークウォッシュ | アシッド+ストーンウォッシュ | ほぼ黒色、使い古された | 良い | 素晴らしい | $$$ | プレミアム・タクティカルEDC |
| ブラック・オキシド | 化学変換 | フラットブラック | 低~中程度 | 低い | $ | 手頃な価格のタクティカル、ディスプレイ |
| ダウンロードコンテンツ | PVDカーボンフィルム | 漆黒で、なめらか | 素晴らしい | 非常に高い | $$$ | プレミアム・ヘビーデューティ、マリン用 |
| PVD / TiN / TiCN | PVD薄膜 | ブラック、ゴールド、グレー | 良い | 高い | $$$ | カラープレミアム仕上げ |
| セラコート | セラミック・ポリマーの焼成 | 広い色域 | とても良い | 中くらい | $$ | 戦術用、狩猟用、カラーマッチング |
| 粉体塗装 | 静電粉体 | 濃く、均一な色合い | 良い | 中くらい | $$ | アウトドア用固定刃 |
| パッシベーション | ステンレス鋼の酸処理 | 目立った変化は見られない | とても良い | 該当なし | $ | ステンレス製輸出用・業務用ナイフ |
機械式ブレードの仕上げ
機械的仕上げは、物理的な研磨、タンブリング、または磨きによって鋼の表面を変化させます。別の材料を付加するものではないため、欠けたり剥がれたりすることはありません。ただし、時間の経過とともに摩耗の跡が現れることがあります。.
サテン仕上げ/ブラッシュ仕上げ
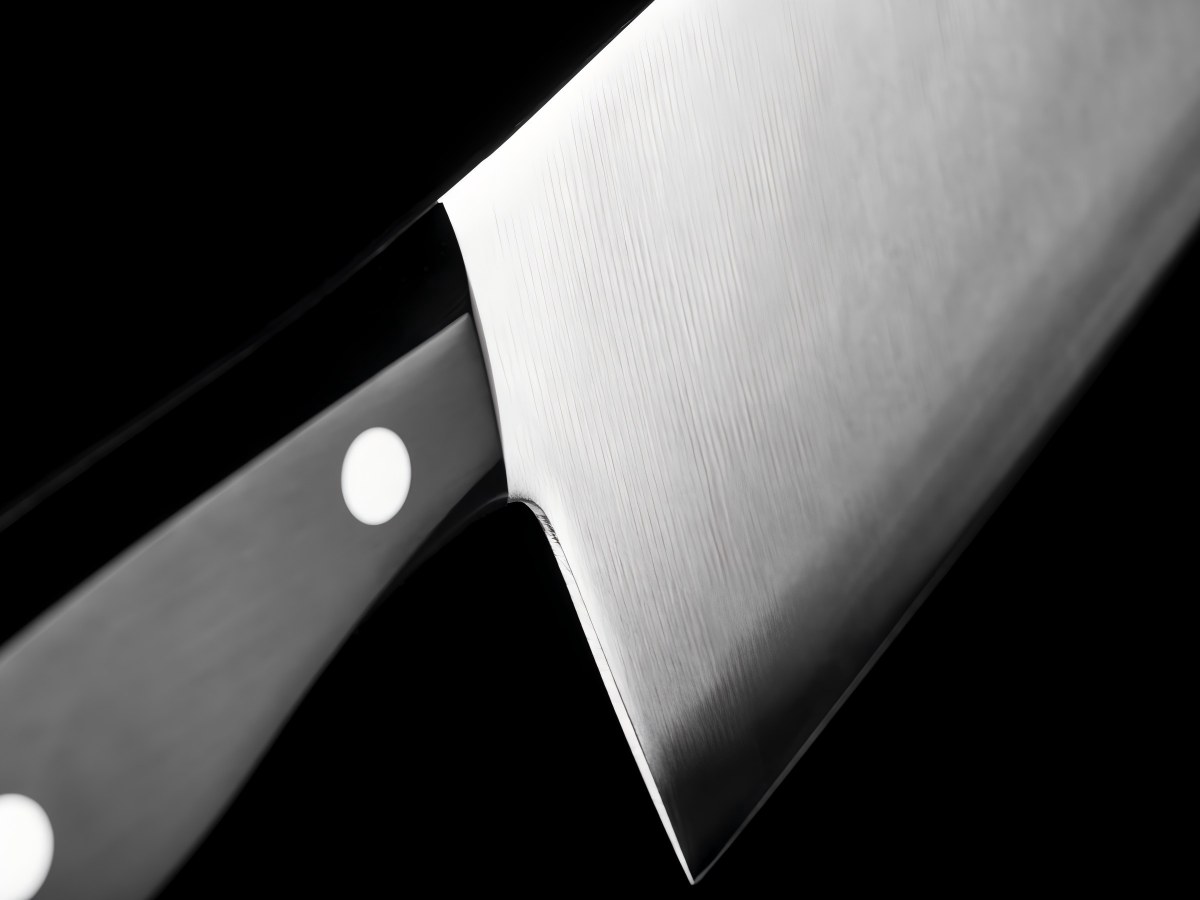
サテン仕上げ

あ サテン仕上げ これは、研磨剤の粒度を徐々に細かくしながら、刃を一方向にサンディングまたはベルト研削することで作られます。.
その結果、きめ細やかで平行な木目模様を持つ、柔らかく、まぶしさを抑えた表面に仕上がります。サテン仕上げは、外観、コスト、修理のしやすさのバランスが取れているため、ほとんどの量産ナイフの標準的な仕上げとなっています。.
サテンに関しては、バイヤーは通常、以下の3つのサブタイプを指定します:
- ストレートサテン仕上げ: 一方向研磨のベルトを使用すると、背から刃先に向かって縦方向に木目が現れます。これは最も一般的でコストパフォーマンスに優れたサテン仕上げの選択肢であり、多くのOEMキッチンナイフの受注において標準的な仕様となっています。品質管理の重点:木目の方向は一貫している必要があり、木目が途切れたり、木目に直交する傷があったりしてはなりません。.
- 上質なサテン仕上げ: 粒度の大きい研磨材(通常は600~800グリット)を使用すると、より滑らかで精緻な表面が得られ、反射も柔らかくなります。目標とする表面粗さ(Ra)は通常、 0.4 および 0.8 μm. コストはストレートサテンより若干高く、Raの安定性については仕様書に明記する必要があります。.
- クロスサテン仕上げ: ベルトは水平方向に配置されており、これにより横方向の木目が生まれ、縦方向の傷を目立たなくする効果があります。専用の工具や技術が必要となるため、単価は高くなり、デザイナーブランドや高級ブランドの生産ラインでよく見られます。.
長所:
- 清潔でプロフェッショナルな印象。.
- 鏡面仕上げほど光沢は強くないが、キッチンや屋外での使用に適している。.
- 傷は、多くの場合、サンドペーパーを使って修復することができます。.
- サテンシリーズは、SKU計画において価格と品質の明確な階層を提供しています。.
短所:
- ストーンウォッシュよりも、傷や指紋が目立ちやすい。.
- テクスチャ仕上げほど、使用による傷を目立たなくすることはできません。.
最適な用途: シェフナイフ, 、日常使いの折りたたみナイフ、そして見た目は重要だが、過酷な使用による摩耗が想定される中価格帯の製品ライン。.
B2Bインサイト: サテン仕上げは、ナイフ業界において最も汎用性の高い仕上げです。刃にすっきりとしたプロフェッショナルな外観を与えつつ、日常の使用で生じる小さな傷を目立たなくするため、大量生産において見た目も良く、実用的な仕上げとなっています。.
ブラッシュ仕上げ
あ つや消し仕上げ サテンに似ていますが、通常はサンディングベルトではなく、ワイヤーブラシや研磨ホイールを使って仕上げられます。質感はサテンよりもやや粗く、工業的な風合いがあります。ツートーン効果を出すために、サテン仕上げのフラット部分と組み合わせられることがよくあります。.
長所:
- 手仕上げのサテン加工よりも人件費が安い。.
- 純粋なサテン生地よりも、細かい傷を目立たなくしてくれます。.
短所:
- 高級感というよりは、実用的な印象を与えることがある。.
最適な用途:作業用ナイフ、タクティカルフォールダー、および低価格帯から中価格帯の商品。.
手磨き/手仕上げのサテン仕上げ

画像出典: Reddit
あ 手磨き仕上げ これは、徐々に粒度の細かいサンドペーパーを使って刃を手作業で研磨することで仕上げられます。この手間のかかる工程は、職人技そのものが価値の一部となっている高級ナイフやコレクターズグレードのナイフに見られます。.
長所:
- 個性的で高級感あふれる外観。.
- メーカーの細部へのこだわりがうかがえます。.
短所:
- 人件費が大幅に増加する。.
- 傷が目立ちやすい。.
最適な用途: 高級シェフナイフ、特注の折りたたみナイフ、限定モデル。.
ストーンウォッシュ/マット仕上げ
ストーンウォッシュ加工

あ ストーンウォッシュ加工 この加工は、セラミック石、ボールベアリング、合成チップなどの研磨材とともに、ドラム内でブレードを回転させることによって行われます。この工程により、微細な衝撃がランダムに加わり、ブレードにマットで使い込まれたような風合いが生まれます。.
長所:
- 傷や指紋を驚くほどきれいに目立たなくします。.
- 新しい摩耗部分が既存の質感に溶け込むため、メンテナンスの手間がかかりません。.
- まぶしさを軽減します。.
短所:
- 刃先がわずかに鈍ることがあります。通常、タンブリング処理後は刃を再研磨します。.
- サテン仕上げや鏡面仕上げに比べて、よりカジュアルな印象を与えます。.
最適な用途: EDCポケットナイフ, 、アウトドア用ナイフ、および「ハードユース」として販売されているあらゆる製品ライン。“
ブラック・ストーンウォッシュ仕上げ(ハイブリッド:コーティング+機械加工)

ストーンウォッシュ仕上げ 8Cr13MoV 2Cr13 折りたたみナイフ LKFDK10022
あ ブラック・ストーンウォッシュ仕上げ まずPVD処理または化学黒化処理を施し、その後、刃にストーンウォッシュ加工を施します。その結果、通常のストーンウォッシュ特有の傷を目立たなくする質感を保ちつつ、タクティカルな黒みを帯びた色合いが加わります。.
下地がPVD/DLC処理の場合、耐食性は大幅に向上しますが、化学黒化処理の場合は、その利点は主に外観上のものにとどまり、錆防止のためには依然として油によるメンテナンスが必要となります。.
長所:
- 革の経年変化は、一般的なストーンウォッシュと同様です。.
- EDCにおいて、価格の高さを正当化するようなタクティカルなデザインを加えています。.
- 生のストーンウォッシュよりも耐食性に優れています。.
短所:
- 標準的なストーンウォッシュと比較して、工程とコストが増加します。.
- 色の一貫性は、下地の黒染め工程によって決まります。.
最適な用途: タクティカル・フォールダー、プレミアムEDC、および過酷な使用環境向けのタクティカル分野をターゲットとしたあらゆる製品ライン。.
注記: これは、あらかじめ塗布されたコーティングや化学変換層と、機械的なストーンウォッシュ加工を組み合わせたハイブリッド仕上げです。別の材料層が追加されるため、純粋な機械的仕上げではありません。.
ビーズブラスト仕上げ

あ ビーズブラスト仕上げ これは、微細なガラス、セラミック、またはスチール製のビーズを、高圧下で刃に吹き付けることで形成されます。その結果、反射率が極めて低く、均一でマットな灰色の表面が得られます。.
長所:
- 均一で、反射のない外観。.
- 密着性を高めるため、塗装前の下地処理としてよく用いられます。.
短所:
- ブラスト処理を行うと、水分を閉じ込める可能性のある微細な空洞が生じます。.
- オイルやコーティングで保護しない限り、サテンやストーンウォッシュよりも腐食しやすい。.
最適な用途: 戦術ナイフ、コーティング加工された刃、およびまぶしさを最小限に抑える必要がある状況。.
B2Bインサイト: ビーズブラスト処理はコストが安く短時間で済むが、基材の鋼材が耐食性を持たない場合、湿度の高い市場では返品率が高まる可能性がある。ビーズブラスト処理に、薄層の油コーティングやPVD/DLCコーティングを組み合わせることは、一般的なリスク管理策である。.
研磨仕上げ
半研磨仕上げ
あ 半研磨仕上げ サテン仕上げと完全な鏡面仕上げの中間的な仕上がりです。刃は複数の研磨工程を経ていますが、完璧な鏡面仕上げには至っていません。直射光の下では、かすかな曇りやヘアライン状の痕が見える場合があります。.
長所:
- サテン仕上げよりも洗練された仕上がりでありながら、完全な鏡面研磨のようなコストや歩留まりのリスクがありません。.
- 中~ハイエンドモデルでよく見られる妥協案 日本の包丁.
短所:
- 鏡面仕上げのような「ショールーム」のようなインパクトはありません。.
- サテン生地に比べると、やはり傷や指紋が目立ちやすい。.
最適な用途: ミッドプレミアムクラスのシェフナイフ、和風デザインの刃、そして高級価格帯ではないものの、デザイン性を一段階引き上げたい製品ライン。.
鏡面仕上げ

画像出典: Reddit
あ 鏡面仕上げ これは、表面が鏡のように輝くようになるまで、徐々に粒度の細かい研磨剤を用いて刃を研磨することで実現されます。これは最も精巧な機械的仕上げであり、高級な日本の包丁やコレクターズアイテムによく見られます。.
長所:
- 卓越した美観と、消費者が感じる価値。.
- 表面が滑らかであるため、湿気が溜まりにくいことから、腐食に強くなります。.
- 包丁に食材がこびりつくのを防ぎます。.
短所:
- 傷や指紋がすべて目立ってしまう。.
- 労働集約的であるため、単位当たりのコストが高くなる。.
- 鋼材に含まれる不純物や取り扱い中の傷がすべて目立ってしまうため、スクラップ率が高くなっています。.
- 過酷な使用やタクティカルナイフには不向きです。.
最適な用途:プレゼンテーション用ナイフ、高級シェフナイフ、コレクター向けの折りたたみナイフ、およびギフト向けの商品。.
B2Bインサイト: ミラー仕上げは、あらゆる機械的仕上げの中でも最もコストが高く、歩留まりのリスクも最も高いものです。見積もりを出す際は、必ず不良品や手直しにかかるコストを見込みに入れ、実用性よりも美観を重視する顧客に限定して提案してください。.
鍛造仕上げおよびハンマー仕上げ
これらの仕上げは、刃の表面の質感を削り取るのではなく、そのまま残すか、あるいは新たな質感を加えるものです。特に、和風や職人風の包丁で人気があります。.
鍛造風仕上げ

画像出典: Reddit
あ 鍛造風仕上げ 伝統的な鍛造跡や火錆の持つ、暗く荒々しい風合いを再現しています。職人による作品では、実際の鍛造の質感が残されている場合もありますが、量産ナイフでは、均一性と食品衛生上の安全性を確保するため、通常は金型によるテクスチャ加工や酸エッチングによってその風合いが再現されています。.
長所:
- ブランディングにおいて、職人や「鍛冶屋」の物語を強く打ち出す。.
- プレミアムラインを際立たせる独特の外観。.
短所:
- 酸化膜はしっかりと密着していなければなりません。剥がれてしまうと、食品を汚染し、品質に関する苦情の原因となる可能性があります。.
- 滑らかで均一な仕上がりを期待するユーザーには適していません。.
最適な用途:素朴なデザインの包丁、アウトドア用固定刃ナイフ、そして職人技が光るコレクション。.
ハンマー仕上げ/ツチメ仕上げ

5Cr15MoV パッカウッド ナキリ 167mm ハンマー仕上げ KKDA0326
あ ハンマー仕上げ 刃を手で叩いたり、凹凸のある金型でプレスしたりして作られています。この小さな凹みが空気の層を作り出し、特にでんぷん質の多い野菜などがくっつきにくくなります。.
日本の刀剣製作において、この技法は 槌目 また、通常は手作業で行われ、より繊細で不規則な模様が施されます。.
長所:
- 視覚的に印象的で、日本の高級包丁を強く連想させる。.
- スライスやみじん切りの際の食材のくっつきを抑えます。.
- 高い価値認識と価格決定力。.
短所:
- 研削後の加工時間と人件費がかかるため、通常のサテン仕上げよりもコストが高くなります。.
- ハンマーの打撃深度とパターンは、そのロット全体を通じて一貫していなければなりません。.
最適な用途: 性能と美しさを兼ね備えた、日本のシェフナイフ、三徳包丁、そしてプレミアムなキッチン用品シリーズ。.
B2Bインサイト: ハンマー仕上げは、未加工の表面ではありません。優れたツチメ仕上げは、刃を研いだ後に施され、その深さや分布が慎重に調整されます。.
引用する際は、以下を区別してください。 型押し・ハンマー仕上げ (高速、低コスト、大量生産に適している)および 手打ちのツチメ (人件費の高騰、プレミアムなポジショニング)。追加の作業工程を、人件費の見積もりと品質管理計画の両方に織り込んでください。.
コーティングを施したブレードの仕上げ
コーティングは、ブレードの表面に別の材料を堆積させるものです。これらは腐食や摩耗に対するバリア保護の役割を果たしますが、時間の経過とともに欠けたり、摩耗して薄くなったりすることがあります。.
B2Bインサイト: コーティングが施されたブレードはすべて、工場出荷時に接着強度および摩耗に関するデータが検証済みである必要があります。クロスカット(テープ)試験および摩耗試験は、標準的な品質管理のチェック項目です。特に初回注文の際は、サプライヤーに試験報告書の提出を依頼してください。.
食品安全に関する注意事項: すべてのコーティングがFDAやEUの食品接触規制を満たしているわけではありません。DLC、PVD(TiN/TiCN)、およびCerakote Hシリーズは、適切に硬化されていれば一般的に食品に安全です。輸出注文の際は、必ずコーティングの供給業者に物質安全データシート(MSDS)および食品接触適合証明書の提出を依頼してください。.
DLCコーティング(ダイヤモンドライクカーボン)

DLCコーティング 真空チャンバー内で、物理気相成長法(PVD)またはプラズマ補助化学気相成長法(PACVD)を用いて成膜された薄い炭素膜である。.
これは、現在利用可能な刃物用コーティングの中でも最も硬く、耐摩耗性に優れたもののひとつであり、具体的な配合や成膜条件にもよりますが、硬度は通常1,500~2,500 HVの範囲にあります。.
長所:
- 抜群の耐摩耗性・耐擦傷性を備えています。.
- 優れた防食性能。.
- 摩擦が少なく、食品やテープの汚れも簡単に拭き取れます。.
- 漆黒で、光沢のない外観。.
短所:
- 最も高い塗装コスト。.
- MagnaCutのような高級鋼材には、熱処理による損傷を防ぐために、低温DLCコーティングが必要です。.
- エッジの微細な面取りは、研ぎ終わった後に素地が露出します。.
最適な用途: プレミアムなタクティカルナイフ、過酷な使用環境向けのEDC、海洋環境、そしてハイエンドな包丁。.
B2Bインサイト: DLCコーティングは単価を最も押し上げる一方で、最も売れているストーリーも提供します。これは$80+ポケットナイフのセグメントにおける重要な差別化要因であり、サテン仕上げやストーンウォッシュ仕上げに比べて15~30%の小売価格プレミアムを正当化する根拠となります。.
PVDコーティング(物理気相成長法)

PVDコーティング は、真空中で成膜される薄膜コーティングの総称です。DLCは、PVDまたはPACVDプロセスによって成膜されることが最も一般的であるため、両者には共通点もありますが、すべてのPVDコーティングがDLCであるわけではありません。.
その他の一般的なPVDコーティングには、窒化チタン(TiN、金色)、炭窒化チタン(TiCN、黒色/灰色)、および窒化チタン・アルミニウム(TiAlN)などがあります。.
長所:
- 硬く、薄く、耐摩耗性に優れている。.
- ブラック以外にも、さまざまなカラーバリエーションをご用意しています。.
- 耐食性および耐酸化性に優れている。.
短所:
- 品質はサプライヤーによって大きく異なります。.
- 深い傷がつくと、母材が露出することがあります。.
最適な用途:カラー仕上げ、ミッドレンジからプレミアムクラスのEDC、そしてビジュアルのバリエーションを求めるブランド。.
セラコートコーティング

画像出典: Reddit
セラコート これは、もともと銃器用に開発されたセラミック・ポリマーコーティングです。スプレーで塗布した後、焼成して硬化させます。幅広い色や柄のバリエーションが用意されています。.
長所:
- 豊富なカラーバリエーションとカスタマイズ可能なエフェクト。.
- 塩水噴霧試験において、優れた耐食性を発揮する。.
- ブランドカラーとの調和に最適です。.
短所:
- DLCよりも耐摩耗性が低い。.
- ピボットなどの摩擦の激しい箇所に装着可能です。.
- 塗布品質は、下地処理と硬化に大きく左右されます。.
最適な用途: タクティカルナイフ、ハンティングナイフ、およびカラーのカスタマイズを重視するブランド。.
粉体塗装

粉体塗装 静電塗布され、加熱によって硬化する乾燥粉末です。厚みがあり、強靭で、均一な塗膜を形成します。.
長所:
- 丈夫で厚みがある。.
- 幅広い色域。.
短所:
- PVDやDLCよりも重く、厚みがあるため、折りたたみナイフの精密な公差に影響を与える可能性があります。.
- セラミックやカーボンコーティングに比べて、見た目が洗練されていない。.
最適な用途:固定刃のアウトドア用ナイフ、手頃な価格のタクティカル製品、および精密なフィット感がそれほど重要ではないツール。.
テフロン/ノンスティックコーティング

画像出典: Reddit
テフロンや類似のノンスティックコーティングは、手頃な価格の包丁にはよく見られますが、高性能な包丁やプロ仕様の包丁にはほとんど使われていません。これは、刃の摩擦や研ぎによってコーティングがすぐに剥がれてしまうためです。.
これらは、切れ味の持続性がそれほど重要ではない、軽作業用のカッターナイフに適しています。.
長所:
- べたつきによる汚れの蓄積を抑えます。.
- 安価です。.
短所:
- セラミックやPVDコーティングに比べて耐久性が低い。.
- 食品用として安全で、高性能な刃先が求められる包丁には適していません。.
最適な用途:軽作業用のカッターナイフおよび食品以外の用途。.
B2B仕様におけるコーティング厚さの基準: ダウンロードコンテンツ 映画は通常、 1~3 μm 厚手;標準 PVD コーティング製品ラインナップ 1~5 μm; セラコート 次第に盛り上がり、 25~50 μm. これらの厚みは、エッジの形状公差に影響を与えます。特に、ピボットのクリアランスが極めて重要な折りたたみナイフにおいては、その影響が顕著です。.
化学処理および表面加工
これらの仕上げは、別途層を付加するのではなく、鋼の表面の化学的性質を変えるものです。コーティングに比べて厚みが薄く、保護性能も劣りますが、剥がれ落ちる膜がないため、かえって耐久性が高くなる場合もあります。.
酸エッチング/酸洗浄

画像出典: ユーチューブ
アン 酸エッチング仕上げ これは、刃を塩化第二鉄や酢などの酸性溶液に浸すことで作られます。酸が鋼と反応して表面を黒くし、酸化皮膜を形成します。この皮膜は湿気の多い環境では恒久的に安定しないため、腐食が進むのを防ぐには、油やコーティングによる保護が必要です。.
この用語 アシッドウォッシュ 主に熱処理によるスケールや鍛造跡を取り除き、深い灰色のマットな表面に仕上げることを目的とする場合に用いられることがあります。また、ストーンウォッシュと組み合わせることで、アシッド・ストーンウォッシュのような効果を生み出すことも可能です。.
長所:
- 暗く、反射率の低い外観を作り出します。.
- この酸化膜により、ある程度の耐食性が得られます。.
- ダマスカス鋼や高炭素鋼に非常に効果的で、それらの鋼材に層状の模様を浮かび上がらせます。.
短所:
- 結果は鋼の化学組成によって異なり、ステンレス鋼は炭素鋼よりもエッチングによる色調が薄くなります。.
- 色むらを防ぐためには、工程管理を慎重に行う必要があります。.
最適な用途: ダマスカスナイフ、カスタムEDCフォールディングナイフ、そしてダークでタクティカルなデザインを求めるブランド。.
ダマスカス/ パターン溶接仕上げ: 厳密には表面処理というわけではありませんが、次によって浮かび上がった構造用鋼の模様です。 酸エッチング. 重ねられた鋼材が、独特な波状のラインを生み出しています。.
これは、高い価格帯を誇るプレミアム仕上げのカテゴリーであり、 40–60% 卸売り・OEM向けノベルティ商品、そしてしばしば 100–200%+ 原材料費や人件費に起因する小売価格の上乗せ。.
アシッド・ストーンウォッシュ/ダークウォッシュ(ハイブリッド:化学処理+機械処理)

画像出典: Reddit
アシッド・ストーンウォッシュ 酸エッチングとタンブリングを組み合わせた加工法です。まず刃を黒く染め、その後ストーンウォッシュ加工を施して、使い込まれたようなマットな質感に仕上げています。. ダークウォッシュ この仕上げの中で最も濃い色合いを指し、多くの場合、ほぼ黒色に見える。.
長所:
- 引っかき跡を目立たなくする効果が抜群です。.
- グレアが少なく、酸化皮膜による耐食性が向上しています。.
短所:
- 色調は炭素含有量によって異なるため、鋼の種類によって結果が異なります。.
- 工程とコストが増加する。.
最適な用途: プレミアムなEDCナイフ、タクティカルナイフ、アウトドア用ナイフ。.
黒酸化皮膜 / ガンブルー

画像出典: Reddit
黒色酸化皮膜 これは、鋼の表面を黒色の酸化鉄(磁鉄鉱)に変える化学変換皮膜です。. ガンブルー これは、銃器において伝統的に用いられてきた同様の工程である。.
長所:
- 反射率が極めて低い。.
- 耐食性を高め、まぶしさを軽減します。.
- PVDやDLCに比べて安価です。.
短所:
- 錆防止効果はごくわずかです。通常、オイルやワックスによるメンテナンスが必要です。.
- 傷から、その下にある光沢のある鋼材がのぞいている。.
最適な用途: 手頃な価格のタクティカルナイフ、展示用アイテム、歴史的レプリカ。.
電解研磨仕上げ
アン 電解研磨仕上げ 電解液を用いて、表面の微細な突起を溶解します。その結果、より滑らかできれいな表面となり、耐食性が向上します。.
表面粗さが低減されることで、水分や有機物の残留物が蓄積しやすい微細な隙間が少なくなり、洗浄や衛生管理が容易になります。.
長所:
- ステンレス鋼の耐食性を大幅に向上させます。.
- 衛生的で、お手入れが簡単な表面を実現します。.
- 欧州および北米における外食産業用および医療用ナイフの一般的な要件。.
短所:
- 製造コストが増加し、適切な排水処理が必要となる。.
- それ自体では、装飾的な濃い色は出ません。.
最適な用途:業務用包丁、医療用・実験用刃物、および厳格な衛生基準が求められるあらゆる輸出注文。.
パッシベーション

パッシベーション これは、通常、硝酸またはクエン酸を用いた化学処理であり、ステンレス鋼の表面から遊離鉄を除去し、緻密な酸化クロム層の形成を促進するものである。.
これによって、ブレードの外観は変わりませんが、耐食性は大幅に向上します。.
長所:
- ブレード表面への目に見える変化を最小限に抑えながら、ほぼ目立たない保護を実現します。.
- EUや米国へ輸出されるステンレス製ナイフには、しばしばこれが求められます。.
- 通常、サプライヤーはコンプライアンス関連の書類として、パッシベーション証明書を提出することができます。.
短所:
- ステンレス鋼にのみ有効です。炭素鋼のコーティングの代わりにはなりません。.
- 工程が1つ増え、テストコストも増加します。.
最適な用途:ステンレス製の包丁、船舶用ナイフ、および耐食性試験や食品安全認証が求められるあらゆる製品ライン。.
B2Bインサイト: パッシベーションは、多くの輸出市場において目に見えない品質の関門となっています。顧客から食品接触適合性が求められる場合は、サプライヤーにパッシベーションの認証書および塩水噴霧試験のデータを提供してもらうよう依頼してください。.
ブレードの仕上げが製造コストと最小注文数量(MOQ)に与える影響
OEMおよび卸売バイヤーにとって、仕上げの選択は、金型、人件費、外注、および最小注文数量に直接影響します。.
社内仕上げと外注仕上げの比較
中国のナイフ工場の多くは、サテン仕上げ、ブラッシュ仕上げ、ストーンウォッシュ仕上げ、ビーズブラスト仕上げ、および黒色酸化処理を自社内で対応しています。. DLC、PVD、セラコート、およびパウダーコート 通常、ブレードを専門のコーティング施設に送る必要があり、それによってリードタイムが長くなり、最小発注数量(MOQ)も高くなります。.
| 終了 | 代表的なプロセスの実施場所 | MOQの影響 | リードタイムへの影響 |
|---|---|---|---|
| サテン/ブラッシュド | 社内 | 低い | 最小限 |
| ストーンウォッシュ/ブラック・ストーンウォッシュ | 社内 | 低い | +1~2日 |
| ビーズブラスト | 社内 | 低い | 最小限 |
| セミポリッシュ/ミラーポリッシュ | 社内(熟練労働者) | 中くらい | +2~4日 |
| 鍛造/ハンマー仕上げ | 社内(金型・人件費) | 中くらい | +1~3日 |
| 酸エッチング | 社内対応か外注か | 中くらい | +1~2日 |
| パッシベーション | 社内対応か外注か | 低中 | +1日 |
| DLC / PVD | 専門の下請け業者 | 高い | +5~10日 |
| セラコート | 専門の下請け業者 | 高い | +5~10日 |
| 粉体塗装 | 専門の下請け業者 | 中高 | +3~7日 |
B2Bインサイト: 初回注文が500個未満の場合は、最小注文数量(MOQ)の柔軟性を保つため、社内の機械加工仕上げに留めておくことをお勧めします。コーティング仕上げの場合、多くの場合、コーティング施設でのバッチ処理が必要となり、ロットごとの最低料金がかかるため、小ロットの生産は採算が取れなくなる可能性があります。.
コスト階層の実際の運用
- エントリー ($): サテン仕上げ、ブラッシュ仕上げ、ビーズブラスト仕上げ、黒色酸化処理。これらは単価への影響が最も少なく、生産規模の拡大も最も容易です。.
- ミッド($$): ストーンウォッシュ、ブラックストーンウォッシュ、酸エッチング、パウダーコート、エントリーPVD、鍛造仕上げ、パッシベーション。これらはコストを多少押し上げるものの、視覚的な差別化や規格適合性において大きな価値をもたらします。.
- プレミアム ($$$): 手磨きサテン仕上げ、セミポリッシュ仕上げ、鏡面仕上げ、ハンマー仕上げ/ツチメ仕上げ、DLCコーティング、高品質セラコート。これらは小売価格が高めになる傾向があり、高級な鋼材やハンドル素材と組み合わせるのが最適です。.
ナイフのフルラインナップを調達する際は、仕上げが他の仕様と相互に影響し合うことを念頭に置いてください。A ダマスカス製シェフナイフ 酸エッチング仕上げや鏡面研磨仕上げが施されたものは、同じ柄でもサテン仕上げのものとは価格帯が大きく異なります。.
用途に応じた適切なブレード仕上げの選び方

エンドユーザーによって、重視する仕上げ特性は異なります。SKUの計画立案にあたっては、以下のマトリックスを参考にしてください。.
| ユースケース | おすすめの仕上げ | なぜ |
|---|---|---|
| 業務用厨房 | サテン仕上げ、鏡面仕上げ、または電解研磨仕上げ | 衛生的で、お手入れが簡単、衛生基準を満たしています |
| 家庭用キッチン用品/ギフト | サテン仕上げ、ダマスカス仕上げ+酸蝕加工、またはハンマー仕上げ/ツチメ仕上げ | バランスの取れた見た目、手入れが簡単、くっつきにくいという魅力 |
| 日本の包丁 | 半仕上げ、ハンマー仕上げ/ツチメ仕上げ、または鏡面仕上げ | 高級感のある仕上がりでありながら、べたつきを抑えています |
| EDCポケットナイフ | ストーンウォッシュ、ダークウォッシュ、ブラックストーンウォッシュ、またはDLC | 摩耗に強く、耐食性がある |
| 戦術用/勤務用 | DLC、セラコート、または黒色酸化処理 | 低反射性の保護バリア |
| アウトドア/狩猟 | ストーンウォッシュ、セラコート、またはパウダーコート | 耐久性に優れ、使用による傷や汚れが目立ちにくい |
| 海洋・沿岸 | DLC、高品位PVD、または不動態化処理済みステンレス | 最高の防食バリア |
| コレクターズアイテム/プレミアム | 鏡面仕上げ、または手作業によるサテン仕上げ | 職人技を際立たせる |
| 職人風/素朴な | 鍛造仕上げまたはハンマー仕上げ | 手作業によるストーリー作りと視覚的な差別化 |
さまざまな商品を取り揃えたカタログを作成している小売業者の方へ、当社の ナイフの種類ガイド これにより、ブレードの仕上げを適切な製品カテゴリーや顧客層に合わせることができます。.
ブレードの仕上げによるメンテナンス(種類別)

仕上げの質は、顧客が刃の手入れにどれほどの手間をかける必要があるかにも影響します。これは、返品、レビュー、リピート購入の観点から重要です。.
- サテン仕上げ、半光沢仕上げ、鏡面仕上げ: 使用後は水気を拭き取り、湿度の高い地域では薄めのオイルを塗布してください。サテン仕上げの表面に傷がついた場合は、木目に沿って細かいサンドペーパーで研磨することで修復できます。.
- ストーンウォッシュ、ダークウォッシュ、ブラックストーンウォッシュ: お手入れが簡単です。中性洗剤で洗い、よく乾かしてください。湿気の多い環境では、時折オイルを塗ってください。.
- ビーズブラスト: 使用後はすぐに乾かしてください。オイルを薄く塗っておくと、ブラスト処理によって生じた微細な凹凸部分の錆を防ぐのに役立ちます。.
- 鍛造仕上げおよびハンマー仕上げ: 中性洗剤と柔らかいブラシで洗浄し、十分に乾かしてください。刃に酸化皮膜が残っている場合は、それを剥がしてしまう恐れがあるため、強くこすらないでください。.
- DLCおよびPVD: 柔らかい布で拭いてください。目立つ傷がある場合は、まず鉛筆の消しゴムで試してみてください。多くの「傷」は、実際にはより柔らかい金属からの付着物であり、簡単に拭き取ることができます。.
- セラコート: 研磨剤入りの洗剤は使用しないでください。必要に応じて、摩耗した部分は専門業者に修理を依頼してください。.
- 黒酸化皮膜/ガンブルー: 定期的にオイルを塗り直してください。この仕上げはごくわずかな保護効果しかなく、頻繁に使用すると摩耗して効果が失われることがあります。.
- 不動態化および電解研磨: 消費者による特別な手入れは必要ありません。その利点は、表面の化学的性質に組み込まれています。通常の洗濯と乾燥で十分です。.
結論
ナイフの刃の仕上げを適切に選ぶことは、単に見た目の問題だけではありません。それは耐食性、摩耗の可視性、メンテナンスの頻度、製造コスト、そして最終的には小売マージンにも影響を及ぼします。.
清潔感のあるサテン仕上げのシェフナイフ、過酷な使用に耐えるストーンウォッシュ仕上げの折りたたみナイフ、あるいは高級なDLCコーティングを施したタクティカルナイフなど、どのような製品であっても、その仕上げはお客様の使用用途と貴社の生産予算の両方に合致するものでなければなりません。.
LeeKnivesによるカスタムナイフの仕上げ

で LeeKnives, 、当社は小売業者、卸売業者、プライベートブランド各社に対し、それぞれの市場が求める仕上げ、鋼材、ハンドル仕様を正確に満たすナイフの調達を支援しています。30年以上にわたる製造実績を活かし、 陽江, 以下の機能をサポートしています:
- OEMナイフ製造 — スケッチから出荷まで、オーダーメイドのデザイン。.
- プライベートブランド用ナイフのサービス — ロゴの刻印、ブランドロゴ入りのパッケージ、仕上げの選択。.
- ナイフの卸売り — 柔軟な最小注文数量(MOQ)と短納期を特徴とするカタログ掲載商品。.
- グローバルフルフィルメント — 中国または当社の米国倉庫から発送いたします。.
LeeKnivesで、次のナイフシリーズの開発を始めませんか? 見積もりを依頼する ぜひ弊社チームに、お客様のニーズに合ったブレードの仕上げ、鋼材、仕様をご提案させてください。.
よくある質問
最も耐久性の高いナイフの刃の仕上げはどれですか?
DLCコーティング 硬度、耐摩耗性、耐食性の点で、一般的に最も耐久性の高い刃の仕上げです。どのナイフ用鋼材よりも硬く、湿気や摩耗に対する優れた防護層を形成します。ただし、最も高価な選択肢の一つでもあります。.
刃の仕上げは切削性能に影響しますか?
刃の仕上げは切れ味に影響しません。ナイフの切れ味は、刃の形状と鋼材によって決まります。.
表面仕上げは、切り心地にわずかな影響を与えることがあります。磨き上げられた表面は食材の上を滑るように切れますが、テクスチャーのある表面は特定の食材のくっつきを軽減する可能性があります。ただし、その違いは通常、ごくわずかなものです。.
どの刃の仕上げが傷を最も目立たなくしてくれるでしょうか?
ストーンウォッシュ, ダークウォッシュ、 そして アシッド・ストーンウォッシュ 傷を最も目立たなくします。その不規則で質感のある表面が、新しい傷を既存の模様の中に溶け込ませます。鏡面仕上げやサテン仕上げは、傷が最も目立ちやすくなります。.
サテン仕上げとストーンウォッシュ仕上げの刃の違いは何ですか?
サテン 一方向にサンディングまたはベルト研削を行うことで仕上げられ、微細で平行な木目と柔らかな光沢が生まれます。. ストーンウォッシュ 研磨材とともにブレードをタンブリング処理することで、ランダムでマットな、使い込まれたような質感が生まれます。.
サテンはよりフォーマルな印象を与えますが、傷が目立ちやすいという特徴があります。一方、ストーンウォッシュは手入れが簡単で、摩耗による傷も目立ちにくいです。.
「ブラックウォッシュ」仕上げとは何ですか?
ブラックウォッシュ これは、ブランドを問わず用いられる用語で、ダーク・アシッド・ストーンウォッシュまたはダークウォッシュ仕上げを指します。刃は酸エッチング処理で鋼を黒くした後、ストーンウォッシュ加工を施すことで、使い込まれたような、ほぼ黒に近い表面に仕上げています。ストーンウォッシュ特有の傷が目立ちにくい質感と、タクティカルな黒色の外観を兼ね備えています。.
ビーズブラスト処理は耐食性に悪影響を及ぼすのでしょうか?
ビーズブラスト処理では、水分が溜まる微細な空洞が生じるため、耐食性が低下する可能性があります。.
このリスクは、炭素鋼や湿度の高い環境下で高くなります。ビードブラスト処理に、油コーティング、PVD、またはDLCを組み合わせることで、このリスクを管理することができます。.
DLCとPVDの違いは何ですか?
PVD あるプロセスです。. ダウンロードコンテンツ PVD関連のプロセスを用いて形成される特殊なコーティングです。したがって、すべてのDLCはPVDまたはPACVDによって形成されますが、すべてのPVDコーティングがDLCであるわけではありません。.
その他のPVDコーティングには、TiN、TiCN、TiAlNなどがあり、これらは金色や灰色などの色合いがあります。.
PVDとCVD、どちらが優れているのでしょうか?
ナイフの刃については、, PVD は、よりもはるかに一般的です CVD (化学気相成長法)。PVDは低温で処理されるため、ブレードの熱処理に影響を与える可能性が低くなります。.
CVD法では、厚くて耐久性の高いコーティングを形成できますが、通常はより高い温度を必要とするため、刃の薄い部分が軟化したり、焼き戻し状態になったりすることがあります。市販のナイフのコーティングのほとんどは、PVDまたはPACVDを基盤としています。.
PVDとセラコート、どちらが優れているか?
PVD 硬く、薄く、耐摩耗性にも優れているため、激しい切断や折り曲げ作業を行う刃には、こちらの方が適しています。.
セラコート カラーバリエーションが豊富で、優れた耐食性を備えていますが、耐摩耗性は若干劣り、ピボットなどの摩擦の激しい箇所では摩耗が生じる可能性があります。耐久性を重視する場合はPVDを、色のカスタマイズを希望する場合はセラコートをお選びください。.
PVDコーティングの耐久性はどれくらいですか?
上質な刃物であれば、高品質なPVDコーティングは、通常の使用において、剥がれたり著しい摩耗が生じたりすることなく、何年も持ちます。耐用年数は、コーティングの種類、厚さ、表面処理、そしてナイフの使用頻度によって異なります。.
強くこじ開けたり、削ったり、あるいは繰り返し研ぎ続けると、やがて刃先や接触部分に素地が露出してしまう。.
すでに持っているナイフの仕上げを変更することはできますか?
サテン仕上げやストーンウォッシュ仕上げなどの機械的仕上げは、研磨剤やタンブリングメディアを使えば、自宅で修復したり、仕上げを変更したりすることができます。.
DLCやPVDなどのコーティングは、専用の真空装置を必要とし、専門業者による施工が必須です。一方、セラコートは、認定施工業者であれば再コーティングが可能です。.
包丁にはどの仕上げが最適でしょうか?
業務用包丁については、, サテン そして 鏡面仕上げ お手入れが簡単で、洗練された見た目を備えているため人気があります。手間をかけずに済ませたい家庭料理愛好家にとっては、, サテン または 槌目 (ハンマー仕上げ)はよく映えます。.
高温環境や頻繁に使用される調理現場向けの包丁には、ノンスティック加工が施されたものは避けてください。.
「ハンマー仕上げ」や「ツチメ仕上げ」とは何ですか?
あ 槌目 また、ハンマー仕上げは、刃の表面を叩いたり押したりして小さな凹みを作ることで施されます。この凹みによって空気の層ができ、食材がくっつきにくくなるため、日本の三徳包丁やシェフナイフでこの仕上げが好まれています。.
また、視覚的にも特徴的で、手打ちの品質を連想させますが、多くの量産モデルではテクスチャ加工された金型が使用されています。.
「パッシベーション」とは何ですか?また、それは必要なのでしょうか?
パッシベーション これは、ステンレス鋼から遊離鉄を除去し、天然の酸化クロム層を強化する酸処理です。刃の外観を変えることはありませんが、耐食性を向上させます。.
外食産業、医療、船舶市場向けに販売されるステンレス製ナイフには、この要件がしばしば求められており、サプライヤーは要請に応じて不動態化処理の証明書を提示できる必要があります。.
DLCコーティングを施すと、ナイフの価格はどれくらい高くなりますか?
メーカーにとって、DLCコーティングは大量生産において通常、部品1個あたり$3~$8のコスト増となりますが、高級な配合や複雑なブレード形状の場合は$10以上になることもあります。小ロット生産の場合、バッチ設定費や外注費によって実質的なコストが大幅に上昇する可能性があります。.