Oberflächenausführungen von Messerklingen sind die abschließenden Oberflächenbehandlungen, die nach der Wärmebehandlung und dem Schleifen an einer Klinge vorgenommen werden. Sie beeinflussen die Reflektivität, die Oberflächenstruktur, die Korrosionsbeständigkeit und die Geschwindigkeit, mit der ein Messer Verschleißerscheinungen zeigt.
Ganz gleich, ob Sie als Einzelhändler Lagerartikel auswählen oder als OEM-Einkäufer eine Eigenmarkenlinie spezifizieren – die richtige Klingenoberfläche können die Attraktivität Ihres Produkts im Regal, die Preisklasse und die Wartungsanforderungen bestimmen.
In diesem Leitfaden gehen wir auf die häufigsten Fälle ein Messerausführungen — einschließlich Satin-Varianten, Stonewash und Black Stonewash, Perlstrahl, halbpoliert und hochglanzpoliert, geschmiedete und gehämmerte Oberflächen, Säureätzung, Blackwash, DLC, PVD, Cerakote, Passivierung und vieles mehr – mit Fokus auf das, was für B2B-Einkäufer zählt: Kosten, Mindestbestellmenge, Lieferzeit und Kundenzufriedenheit.
Kurzer Hinweis: In dieser Anleitung werden die Oberflächenbehandlungen erläutert, die nach dem Schmieden und Schleifen an Messerklingen vorgenommen werden. Informationen zu den einzelnen Bauteilen einer Klinge – Rücken, Schneide, Fase, Spitze und mehr – finden Sie in unserer vollständigen Umfassender Leitfaden zur Anatomie und zu den Bestandteilen von Messern.
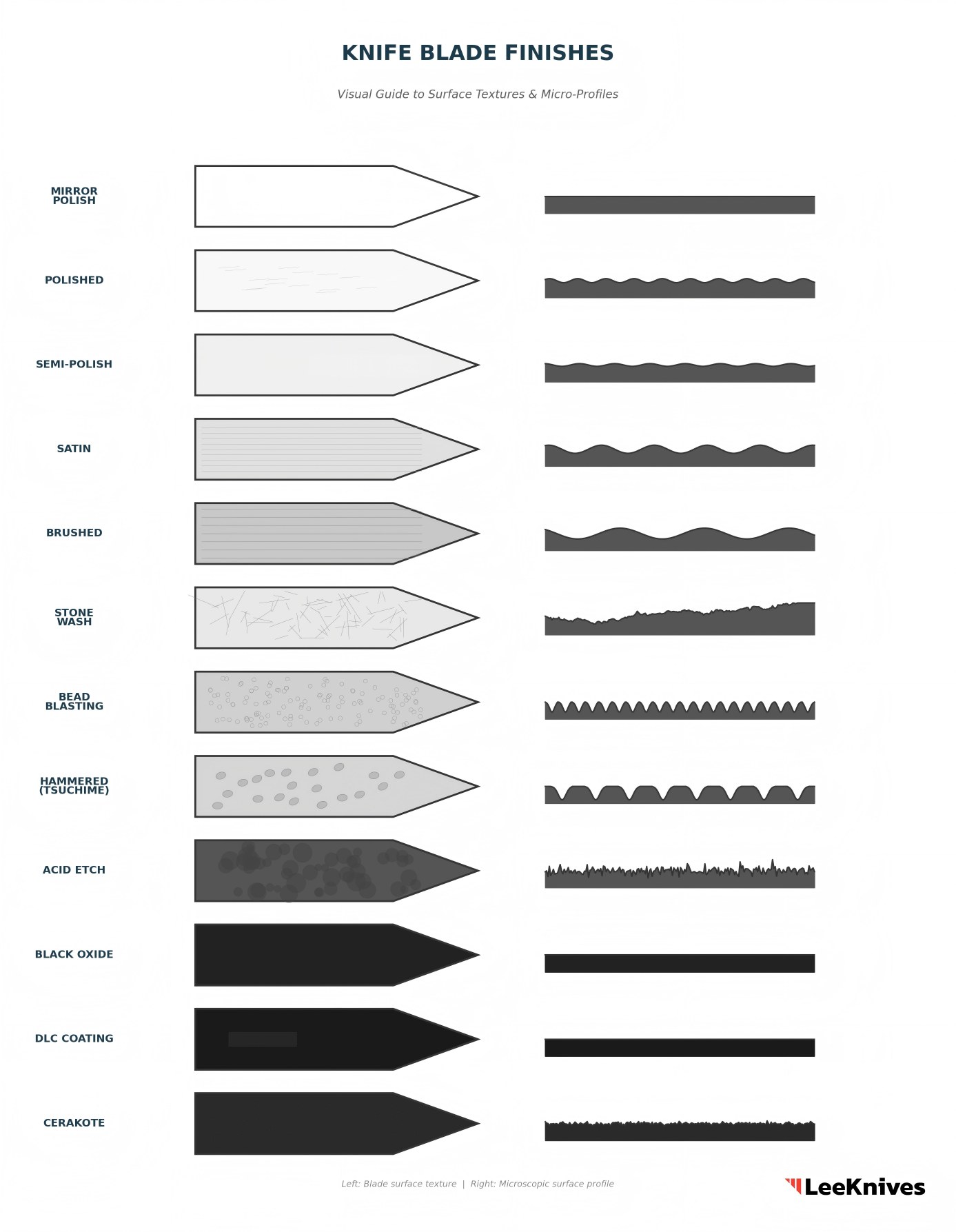
Ein visueller Leitfaden zu den Oberflächenausführungen von Messerklingen
Was versteht man unter der Oberflächenbeschaffenheit einer Messerklinge?

A Oberfläche der Messerklinge ist die Textur, Farbe oder Beschichtung, die nach Abschluss der Hauptschleif- und Wärmebehandlungsschritte auf die Klingenoberfläche aufgebracht wird. Sie wird manchmal als “Endbeschichtung” der Klinge bezeichnet. Die Oberflächenbeschaffenheit wirkt sich auf drei Aspekte aus, die jedem Käufer wichtig sind:
- Aussehen: matt, glänzend, dunkel, strukturiert oder zweifarbig.
- Korrosionsbeständigkeit: Glatte oder beschichtete Oberflächen sind rostbeständiger als raue, offene Oberflächen.
- Verschleißverhalten: Manche Oberflächen kaschieren Kratzer, andere lassen jede kleine Beschädigung erkennen.
„Finish“ unterscheidet sich von Klingenschliff. Der Begriff „Schliff“ bezieht sich auf die Querschnittsgeometrie der Klinge (flach, hohl, konvex), während der Begriff „Oberflächenbeschaffenheit“ den Zustand der Stahloberfläche bezeichnet. Mehr darüber, wie der Schliff die Leistung beeinflusst, erfahren Sie in unserem Messerschleifanleitung.
Umfassender Leitfaden zur Klingenveredelung (Kurzanleitung)
| Fertig | Verfahren | Aussehen | Korrosionsbeständigkeit | Verstecken durch Kratzen | Kostenstufe | Bester Anwendungsfall |
|---|---|---|---|---|---|---|
| Satin | Band-/Handschleifen | Sanfter Glanz, Maserung | Mäßig | Niedrig | $ | Allround-Produktionsmesser |
| Gebürstet | Drahtbürste / Scheibe | Grob, industriell | Mäßig | Medium | $ | Arbeitsmesser, taktisch |
| Stonewash | Im Medienwirbel | Matte, abgenutzte Struktur | Gut | Exzellent | $$ | EDC, strapazierfähige Ordner |
| Perlstrahlen | Strahlverfahren | Sogar mattgrau | Mäßig (erfordert Pflege) | Medium | $ | Taktik, Untergrundvorbereitung |
| halbpoliert | Mehrstufiges Polieren | Sanfter, reflektierender Schimmer | Gut | Niedrig | $$ | Japanische Kochmesser der mittleren Preisklasse |
| Hochglanzpolieren | Stufenweises Polieren | Stark reflektierend | Gut | Keiner | $$$ | Spitzenkoch, Sammler |
| Schwarz, Stonewash | Schwärzen + Trommeln (Hybridverfahren) | Dunkel matt, abgenutzt | Sehr gut (PVD-Basis) / Mäßig (chemische Basis) | Exzellent | $$ | Taktisches EDC, hochwertige Ausführung für den harten Einsatz |
| Geschmiedete Oberfläche | Verbliebene Schmiedeschlacke | Dunkle, rustikale Struktur | Mäßig | Medium | $$ | Handgefertigte, rustikale Outdoor-Messer |
| Gehämmert / Tsuchime | Hammer- oder Präge-Struktur | Mit Noppen, handgefertigt | Mäßig | Medium | $$$ | Hochwertige japanische Küchenmesser |
| Säureätzung | Chemisches Bad | Dunkel, oxidiert | Mäßig | Medium | $$ | Damaskus, maßgeschneiderte EDC |
| Darkwash | Acid + Stonewash | fast schwarz, abgenutzt | Gut | Exzellent | $$$ | Hochwertiges taktisches EDC |
| Schwarzoxid | Chemische Umwandlung | Mattschwarz | gering bis mäßig | Niedrig | $ | Preisgünstige taktische Geräte, Display |
| Zusatzinhalt | PVD-Kohlenstoffschicht | Tiefschwarz, geschmeidig | Exzellent | Sehr hoch | $$$ | Hochwertig, für den harten Einsatz, für den Schiffsbau |
| PVD / TiN / TiCN | PVD-Dünnschicht | Schwarz, Gold, Grau | Gut | Hoch | $$$ | Farbige Premium-Oberflächen |
| Cerakote | Keramik-Polymer-Aushärtung | Breiter Farbbereich | Sehr gut | Medium | $$ | Taktik, Jagd, Farbanpassung |
| Pulverbeschichtung | Elektrostatisches Pulver | Dichte, gleichmäßige Farbe | Gut | Medium | $$ | Feststehende Klingen für den Außenbereich |
| Passivierung | Säurebehandlung von Edelstahl | Keine sichtbare Veränderung | Sehr gut | N / A | $ | Edelstahlmesser für den Export und den Gastronomiebereich |
Mechanische Klingenoberflächen
Bei mechanischen Oberflächenbehandlungen wird die Oberfläche des Stahls durch physikalischen Abrieb, Trommeln oder Polieren verändert. Da dabei kein zusätzliches Material aufgetragen wird, können diese Oberflächen weder abplatzen noch abblättern. Mit der Zeit können sie jedoch Abnutzungserscheinungen aufweisen.
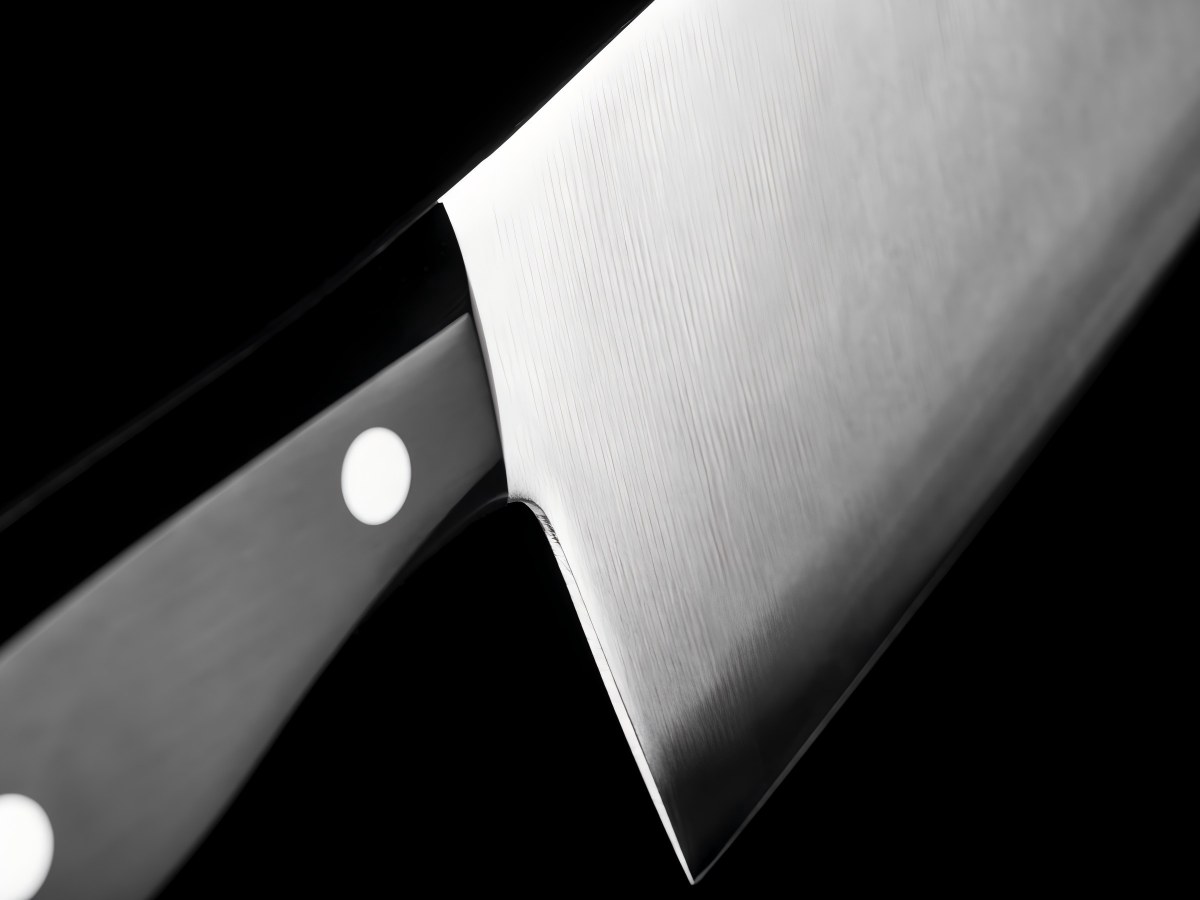
Satinierte / gebürstete Oberflächen
Satin-Oberfläche

A satinierte Oberfläche wird durch Schleifen oder Bandschleifen der Klinge in einer Richtung mit zunehmend feinerem Schleifmittel erzeugt.
Das Ergebnis ist eine weiche, blendfreie Oberfläche mit feinen, parallelen Maserungslinien. Die Satin-Oberfläche ist bei den meisten Serienmessern die Standardausführung, da sie ein ausgewogenes Verhältnis zwischen Optik, Kosten und Reparaturfreundlichkeit bietet.
Bei Satin unterscheiden Käufer üblicherweise drei Unterarten:
- Glattes Satin-Finish: Ein einseitig geschliffener Riemen erzeugt eine vertikale Maserung, die vom Rücken bis zur Schneide verläuft. Dies ist die gängigste und kostengünstigste Satin-Variante und die Standardwahl bei vielen OEM-Aufträgen für Küchenmesser. Schwerpunkt der Qualitätskontrolle: Die Maserungsrichtung muss einheitlich sein, ohne Unterbrechungen oder quer zur Maserung verlaufende Kratzer.
- Feine Satinierung: Schleifmittel mit höherer Körnung (in der Regel Körnung 600–800) sorgen für eine glattere, feinere Oberfläche mit einer sanfteren Reflexion. Die angestrebte Oberflächenrauheit (Ra) liegt in der Regel zwischen 0,4 und 0,8 μm. Die Kosten liegen etwas höher als bei reinem Satin, und die Ra-Stabilität sollte in die Spezifikation aufgenommen werden.
- Kreuzsatin-Oberfläche: Das Band verläuft horizontal, wodurch eine quer verlaufende Maserung entsteht, die Längskratzer besser kaschiert. Da hierfür spezielle Werkzeuge oder Techniken erforderlich sind, sind die Stückkosten höher, weshalb diese Art der Verarbeitung häufig in Designer- oder Premium-Produktionslinien zu finden ist.
Vorteile:
- Gepflegtes, professionelles Erscheinungsbild.
- Weniger spiegelnd als Hochglanzpolierung; gut geeignet für den Einsatz in der Küche und im Außenbereich.
- Kratzer lassen sich oft mit Schleifpapier ausbessern.
- Die Satin-Produktfamilie bietet klare Preis-Leistungs-Stufen für die Artikelplanung.
Nachteile:
- Zeigt Kratzer und Fingerabdrücke stärker als Stonewash.
- Verdeckt Gebrauchsspuren nicht so gut wie strukturierte Oberflächen.
Am besten geeignet für: Kochmesser, Klappmesser für den täglichen Gebrauch sowie Produktlinien der mittleren Preisklasse, bei denen das Aussehen eine Rolle spielt, aber dennoch mit starker Beanspruchung zu rechnen ist.
B2B-Einblicke: Die Satinierung ist die gängigste Oberflächenbehandlung in der Messerindustrie. Sie verleiht den Klingen ein klares, professionelles Aussehen und kaschiert gleichzeitig kleinere Kratzer aus dem täglichen Gebrauch, wodurch sie sich sowohl für die Serienfertigung eignet als auch attraktiv und praktisch ist.
Gebürstete Oberfläche
A gebürstete Oberfläche ähnelt der Satinierung, wird jedoch in der Regel nicht mit einem Schleifband, sondern mit einer Drahtbürste oder einer Schleifscheibe hergestellt. Die Struktur ist etwas gröber und wirkt eher industriell. Oft wird sie mit satinierten Flächen kombiniert, um einen Zweifarbeneffekt zu erzielen.
Vorteile:
- Geringere Arbeitskosten als beim manuellen Satinieren.
- Verdeckt kleinere Kratzer besser als reiner Satin.
Nachteile:
- Kann eher zweckmäßig als hochwertig wirken.
Am besten geeignet für: Arbeitsmesser, taktische Klappmesser sowie Artikel der unteren bis mittleren Preisklasse.
Von Hand aufgerieben / von Hand satiniert

Bildquelle: Reddit
A von Hand polierte Oberfläche wird durch manuelles Schleifen der Klinge mit zunehmend feinerer Körnung erzielt. Dieses arbeitsintensive Verfahren kommt bei Premium- und Sammlermessern zum Einsatz, bei denen die handwerkliche Qualität Teil des Wertversprechens ist.
Vorteile:
- Unverwechselbares, hochwertiges Erscheinungsbild.
- Das zeigt, wie viel Wert der Hersteller auf Details legt.
Nachteile:
- Verursacht erhebliche Personalkosten.
- Zeigt leicht Kratzer.
Am besten geeignet für: hochwertige Kochmesser, maßgefertigte Klappmesser und limitierte Auflagen.
Stonewash / Matte Oberflächen
Stonewash-Optik

A Stonewash-Optik wird durch das Trommeln der Klingen in einer Trommel mit Schleifmitteln wie Keramiksteinen, Kugellagern oder Kunststoffspänen hergestellt. Durch diesen Vorgang entsteht ein zufälliges Muster aus winzigen Einschlägen, das der Klinge ein mattes, abgenutztes Aussehen verleiht.
Vorteile:
- Verdeckt Kratzer und Fingerabdrücke außerordentlich gut.
- Geringer Pflegeaufwand, da neue Abnutzungsspuren sich harmonisch in die Struktur einfügen.
- Reduziert Blendungen.
Nachteile:
- Die Schneide kann dadurch leicht stumpf werden; die Klingen werden in der Regel nach dem Trommeln nachgeschliffen.
- Weniger formelles Erscheinungsbild als bei Satin- oder Hochglanzpolitur.
Am besten geeignet für: EDC-Taschenmesser, Outdoor-Messer und alle Produktlinien, die als “für den harten Einsatz” vermarktet werden.”
Schwarzes Stonewash-Finish (Hybrid: Beschichtung + mechanisch)

Klappmesser 8Cr13MoV 2Cr13 mit Stonewashed-Finish LKFDK10022
A schwarzes Stonewash-Finish Zunächst wird die Klinge einer PVD-Beschichtung oder einer chemischen Schwärzung unterzogen, anschließend wird sie stonewashed. Das Ergebnis behält die kratzerverdeckende Struktur eines herkömmlichen Stonewash-Verfahrens bei und erhält zudem einen taktisch anmutenden schwarzen Farbton.
Wenn die Grundschicht aus PVD/DLC besteht, verbessert sich die Korrosionsbeständigkeit erheblich; handelt es sich hingegen um eine chemische Schwärzung, ist der Vorteil vor allem ästhetischer Natur, und die Oberfläche muss weiterhin mit Öl gepflegt werden, um Rostbildung zu verhindern.
Vorteile:
- Die Lederteile nutzen sich wie bei einer herkömmlichen Stonewash-Behandlung ab.
- Verleiht dem Produkt eine taktische Optik, die im EDC-Bereich einen Preisaufschlag rechtfertigt.
- Bessere Korrosionsbeständigkeit als bei der „Raw Stonewash“-Verarbeitung.
Nachteile:
- Im Vergleich zur herkömmlichen Stonewash-Behandlung entstehen zusätzliche Prozessschritte und Kosten.
- Die Farbkonsistenz hängt vom Schritt der Grundschwärzung ab.
Am besten geeignet für: taktische Klappmesser, hochwertige EDC-Produkte sowie alle Produktreihen, die auf das Segment der hochbeanspruchten taktischen Produkte abzielen.
Notiz: Hierbei handelt es sich um eine Hybrid-Oberflächenbehandlung, bei der eine vorab aufgetragene Beschichtung oder chemische Umwandlungsschicht mit mechanischem Stonewashing kombiniert wird. Es handelt sich nicht um eine rein mechanische Oberflächenbehandlung, da dabei eine separate Materialschicht hinzugefügt wird.
Perlgestrahltes Finish

A Perlstrahl-Oberfläche wird hergestellt, indem feine Glas-, Keramik- oder Stahlkugeln unter hohem Druck auf die Klinge geschleudert werden. Das Ergebnis ist eine gleichmäßige, mattgraue Oberfläche mit sehr geringer Reflektivität.
Vorteile:
- Einheitliches, nicht reflektierendes Erscheinungsbild.
- Wird häufig als Vorbereitungsschritt vor dem Beschichten verwendet, da es die Haftung verbessert.
Nachteile:
- Durch das Strahlen entstehen mikroskopisch kleine Hohlräume, in denen sich Feuchtigkeit ansammeln kann.
- Anfälliger für Korrosion als Satin oder Stonewash, sofern es nicht durch Öl oder eine Beschichtung geschützt ist.
Am besten geeignet für: taktische Messer, beschichtete Klingen und Situationen, in denen Blendungen minimiert werden müssen.
B2B-Einblicke: Das Perlstrahlen ist kostengünstig und schnell, kann jedoch in feuchten Märkten zu höheren Rücklaufquoten führen, wenn der Grundstahl nicht korrosionsbeständig ist. Eine gängige Strategie zur Risikominimierung besteht darin, das Perlstrahlen mit einer leichten Ölbeschichtung oder einer PVD-/DLC-Schicht zu kombinieren.
Polierte Oberflächen
Halbpolierte Oberfläche
A halbpolierte Oberfläche liegt zwischen Satinierung und Vollspiegelpolierung. Die Klinge durchläuft mehrere Polierstufen, erreicht jedoch keine makellose, spiegelglatte Oberfläche. Bei direktem Lichteinfall sind möglicherweise noch ein leichter Schleier oder Haarrisse zu erkennen.
Vorteile:
- Feiner als Satin, jedoch ohne die Kosten und das Ausbeuterisiko einer vollständigen Spiegelpolitur.
- Beliebter Kompromiss für das mittlere bis obere Preissegment Japanische Küchenmesser.
Nachteile:
- Es erzielt nicht den “Showroom”-Effekt einer Spiegelpolitur.
- Darauf sind Kratzer und Fingerabdrücke immer noch deutlicher zu sehen als auf Satin.
Am besten geeignet für: Kochmesser der mittleren Premiumklasse, Klingen im japanischen Stil sowie Produktreihen, die eine hochwertigere Optik benötigen, ohne dabei den Preis einer Premiumklasse zu haben.
Hochglanzpolierte Oberfläche

Bildquelle: Reddit
A Hochglanzpolieren Dies wird erreicht, indem die Klinge mit immer feineren Schleifmitteln poliert wird, bis die Oberfläche spiegelglatt ist. Es handelt sich um die feinste mechanische Oberflächenbearbeitung, die häufig bei hochwertigen japanischen Küchenmessern und Sammlerstücken zu finden ist.
Vorteile:
- Außergewöhnliche Ästhetik und wahrgenommener Wert.
- Eine glatte Oberfläche ist korrosionsbeständig, da sich Feuchtigkeit an weniger Stellen festsetzen kann.
- Verhindert, dass Lebensmittel an Küchenmessern haften bleiben.
Nachteile:
- Man sieht jeden Kratzer und jeden Fingerabdruck.
- Arbeitsintensiv, was die Stückkosten in die Höhe treibt.
- Die Ausschussquote ist hoch, da jegliche Einschlüsse im Stahl oder Kratzer, die beim Handling entstehen, sichtbar werden.
- Für Messer, die für den harten Einsatz oder taktische Zwecke bestimmt sind, ungeeignet.
Am besten geeignet für: Präsentationsmesser, hochwertige Kochmesser, Sammler-Klappmesser und Artikel, die sich besonders gut als Geschenk eignen.
B2B-Einblicke: Die Spiegelpolitur ist von allen mechanischen Oberflächenbehandlungen die kostspieligste und mit dem höchsten Ausfallrisiko behaftete. Berücksichtigen Sie bei der Angebotserstellung stets Ausschuss und Nacharbeit und behalten Sie diese Option für Kunden vor, denen Ästhetik wichtiger ist als Funktionalität.
Geschmiedete und gehämmerte Oberflächen
Diese Oberflächenbehandlungen bewahren oder erzeugen eine Struktur auf der Klingenoberfläche, anstatt diese zu entfernen. Sie sind besonders bei japanischen Küchenmessern und Messern im Handwerksstil beliebt.
Oberfläche im Schmiedestil

Bildquelle: Reddit
A Oberfläche im Schmiedestil imitiert das dunkle, raue Aussehen traditioneller Schmiedespuren und Feuerzunder. Bei handgefertigten Stücken kann dabei die tatsächliche Schmiedestruktur erhalten bleiben; bei Serienmessern wird diese aus Gründen der Einheitlichkeit und Lebensmittelsicherheit in der Regel durch Prägung oder Säureätzung nachgebildet.
Vorteile:
- Eine starke Geschichte rund um Handwerk und “Schmiedekunst” für das Branding.
- Ein unverwechselbares Erscheinungsbild, das Premium-Produktlinien auszeichnet.
Nachteile:
- Die Oxidschicht muss fest haften. Wenn sie sich ablöst, kann sie Lebensmittel verunreinigen und zu einer Qualitätsbeanstandung führen.
- Nicht geeignet für Anwender, die eine saubere, gleichmäßige Oberfläche erwarten.
Am besten geeignet für: rustikale Küchenmesser, Outdoor-Messer mit feststehender Klinge und Kollektionen im handwerklichen Stil.
Hammered / Tsuchime-Oberfläche

5Cr15MoV Pakkaholz Nakiri 167 mm Hammerschlag-Finish KKDA0326
A gehämmerte Oberfläche wird durch Handhämmern der Klinge oder durch Pressen mit einer strukturierten Matrize hergestellt. Die kleinen Vertiefungen bilden Lufttaschen, die das Anhaften von Lebensmitteln verhindern, insbesondere bei stärkehaltigem Gemüse.
In der japanischen Messerschmiedekunst wird diese Technik als tsuchime und wird in der Regel von Hand ausgeführt, wobei feinere, unregelmäßigere Muster entstehen.
Vorteile:
- Optisch auffällig und stark mit hochwertigen japanischen Messern assoziiert.
- Verhindert das Anhaften beim Schneiden und Zerkleinern.
- Hoher wahrgenommener Wert und Preisgestaltungsmacht.
Nachteile:
- Da nach dem Schleifen zusätzlicher Arbeits- und Bearbeitungsaufwand anfällt, sind die Kosten höher als bei einer einfachen Satinierung.
- Die Hammertiefe und das Hammerbild müssen innerhalb der Charge einheitlich sein.
Am besten geeignet für: Japanische Kochmesser, Santoku-Messer und hochwertige Küchenserien, bei denen sowohl Leistung als auch Ästhetik eine Rolle spielen.
B2B-Einblicke: Eine gehämmerte Oberfläche ist keine unbearbeitete Oberfläche. Eine gute Tsuchime-Oberfläche wird nach dem Schleifen der Klinge aufgebracht und anschließend hinsichtlich Tiefe und Verteilung sorgfältig kontrolliert.
Unterscheiden Sie bei der Angabe von Zitaten zwischen gepresst und gehämmert (schneller, kostengünstiger, für große Stückzahlen geeignet) und handgehämmertes Tsuchime (höherer Arbeitsaufwand, Premium-Positionierung). Berücksichtigen Sie den zusätzlichen Arbeitsaufwand sowohl in den Kostenvoranschlägen für die Arbeitskosten als auch in den Qualitätssicherungsplänen.
Beschichtete Klingenoberflächen
Bei Beschichtungen wird ein separates Material auf die Klingenoberfläche aufgebracht. Sie bieten einen Schutz vor Korrosion und Verschleiß, können jedoch mit der Zeit abplatzen oder sich abnutzen.
B2B-Einblicke: Jede beschichtete Klinge sollte das Werk mit verifizierten Haftungs- und Abriebdaten verlassen. Querschnittstests (mit Klebeband) und Verschleißtests sind die üblichen Kontrollpunkte der Qualitätssicherung; fragen Sie Ihren Lieferanten nach Prüfberichten, insbesondere bei Erstbestellungen.
Hinweis zur Lebensmittelsicherheit: Nicht alle Beschichtungen erfüllen die Vorschriften der FDA oder der EU für den Kontakt mit Lebensmitteln. DLC, PVD (TiN/TiCN) und die Cerakote H-Serie sind bei ordnungsgemäßer Aushärtung in der Regel lebensmittelecht; fordern Sie bei Exportaufträgen stets Sicherheitsdatenblätter (MSDS) und Konformitätsbescheinigungen für den Kontakt mit Lebensmitteln von Ihrem Beschichtungslieferanten an.
DLC-Beschichtung (diamantähnlicher Kohlenstoff)

DLC-Beschichtung ist eine dünne Kohlenstoffschicht, die mittels physikalischer Gasphasenabscheidung (PVD) oder plasmaunterstützter chemischer Gasphasenabscheidung (PACVD) in einer Vakuumkammer aufgebracht wird.
Es handelt sich um eine der härtesten und verschleißfestesten Klingenbeschichtungen auf dem Markt, deren Härtewerte je nach spezifischer Zusammensetzung und Abscheidungsparametern in der Regel zwischen 1.500 und 2.500 HV liegen.
Vorteile:
- Außergewöhnliche Verschleiß- und Abriebfestigkeit.
- Hervorragender Korrosionsschutz.
- Geringe Reibung; Lebensmittel- und Klebebandrückstände lassen sich leicht abwischen.
- Tiefschwarzes, nicht reflektierendes Erscheinungsbild.
Nachteile:
- Höchste Beschichtungskosten.
- Hochwertige Stähle wie MagnaCut erfordern eine Niedertemperatur-DLC-Beschichtung, um Schäden durch die Wärmebehandlung zu vermeiden.
- Durch die Mikrofasen an den Schneidkanten liegt nach dem Schärfen der blanke Stahl frei.
Am besten geeignet für: hochwertige taktische Messer, strapazierfähige EDC-Messer, Einsatz in maritimen Umgebungen und hochwertige Küchenmesser.
B2B-Einblicke: DLC verursacht zwar die höchsten Stückkosten, ist aber auch das verkaufsstärkste Produkt. Es ist ein entscheidendes Unterscheidungsmerkmal im Segment der $80+-Taschenmesser und rechtfertigt einen Aufschlag von 15–30% auf den Verkaufspreis gegenüber Satin- oder Stonewash-Ausführungen.
PVD-Beschichtung (Physical Vapor Deposition)

PVD-Beschichtung ist ein Oberbegriff für Dünnschichtbeschichtungen, die im Vakuum aufgebracht werden. DLC wird meist mittels PVD- oder PACVD-Verfahren aufgebracht; es gibt zwar Überschneidungen, aber nicht alle PVD-Beschichtungen sind DLC.
Weitere gängige PVD-Beschichtungen sind Titannitrid (TiN, goldfarben), Titancarbonitrid (TiCN, schwarz/grau) und Titan-Aluminium-Nitrid (TiAlN).
Vorteile:
- Hart, dünn und verschleißfest.
- Erhältlich in verschiedenen Farben, nicht nur in Schwarz.
- Gute Korrosions- und Oxidationsbeständigkeit.
Nachteile:
- Die Qualität variiert je nach Anbieter stark.
- Tiefe Kratzer können das Grundmetall freilegen.
Am besten geeignet für: farbige Oberflächen, EDC-Produkte der mittleren bis gehobenen Preisklasse sowie Marken, die auf visuelle Vielfalt setzen.
Cerakote-Beschichtung

Bildquelle: Reddit
Cerakote ist eine Keramik-Polymer-Beschichtung, die ursprünglich für Schusswaffen entwickelt wurde. Sie wird aufgesprüht und anschließend eingebrannt. Sie ist in einer großen Auswahl an Farben und Mustern erhältlich.
Vorteile:
- Hervorragende Farbauswahl und individuelle Effekte.
- Hoher Korrosionsschutz im Salznebel-Test.
- Ideal zur Abstimmung auf die Markenfarben.
Nachteile:
- Weniger abriebfest als DLC.
- Kann an Stellen mit hoher Reibung, wie z. B. Drehpunkten, verschleißen.
- Die Qualität des Auftrages hängt in hohem Maße von der Oberflächenvorbereitung und der Aushärtung ab.
Am besten geeignet für: Taktikmesser, Jagdmesser und Marken, bei denen die individuelle Farbgestaltung im Vordergrund steht.
Pulverbeschichtung

Pulverbeschichtung ist ein Trockenpulver, das elektrostatisch aufgetragen und unter Hitze ausgehärtet wird. Es bildet eine dicke, widerstandsfähige und gleichmäßige Schicht.
Vorteile:
- Robust und dick.
- Breiter Farbbereich.
Nachteile:
- Schwerer und dicker als PVD oder DLC, was sich auf die feinen Toleranzen bei Klappmessern auswirken kann.
- Weniger edles Erscheinungsbild als bei Keramik- oder Carbonbeschichtungen.
Am besten geeignet für: Outdoor-Messer mit feststehender Klinge, preisgünstige taktische Produktreihen und Werkzeuge, bei denen es weniger auf eine präzise Passform ankommt.
Teflon / Antihaftbeschichtung

Bildquelle: Reddit
Teflon und ähnliche Antihaftbeschichtungen sind bei preisgünstigen Küchenmessern weit verbreitet, bei leistungsorientierten oder professionellen Messern jedoch selten anzutreffen, da sie sich durch die Reibung der Klinge und beim Schärfen schnell abnutzen.
Sie eignen sich besser für leichte Universalmesser, bei denen die Schnitthaltigkeit keine entscheidende Rolle spielt.
Vorteile:
- Verhindert klebrige Ablagerungen.
- Preiswert.
Nachteile:
- Weniger langlebig als Keramik- oder PVD-Beschichtungen.
- Nicht ideal für Küchenmesser, die lebensmittelechte, leistungsstarke Schneiden erfordern.
Am besten geeignet für: Leichtbau-Universalmesser und Anwendungen außerhalb des Lebensmittelbereichs.
Referenzwerte für die Schichtdicke in B2B-Spezifikationen: Zusatzinhalt Filme sind in der Regel 1–3 μm dick; Standard PVD Beschichtungssortiment 1–5 μm; Cerakote führt zu 25–50 μm. Diese Wandstärken wirken sich auf die Toleranzen der Kantengeometrie aus, insbesondere bei Klappmessern, bei denen die Spielräume an den Drehpunkten entscheidend sind.
Chemische und konversionsbasierte Oberflächenbehandlungen
Diese Oberflächenbehandlungen verändern die chemische Beschaffenheit des Stahls, anstatt eine separate Schicht aufzubringen. Sie sind dünner und bieten weniger Schutz als Beschichtungen, können aber auch langlebiger sein, da kein Film vorhanden ist, der abblättern könnte.
Säureätzung / Säurewäsche

Bildquelle: YouTube
Ein Säuregeätzte Oberfläche Dies geschieht, indem die Klinge in eine saure Lösung wie Eisen(III)-chlorid oder Essig getaucht wird. Die Säure reagiert mit dem Stahl, wodurch sich die Oberfläche verdunkelt und eine Oxidschicht entsteht. Diese Schicht ist in feuchten Umgebungen nicht dauerhaft stabil und sollte durch Öl oder eine Beschichtung geschützt werden, um eine weitere Korrosion zu verhindern.
Der Begriff Säurewäsche wird manchmal verwendet, wenn das Hauptziel darin besteht, Wärmebehandlungszunder oder Schmiedespuren zu entfernen und eine tiefgraue, matte Oberfläche zu erzielen; dies kann auch mit einer Steinwäsche kombiniert werden, um einen Säure-Steinwäsche-Effekt zu erzielen.
Vorteile:
- Erzeugt ein dunkles Erscheinungsbild mit geringer Reflektivität.
- Die Oxidschicht sorgt für eine leichte Korrosionsbeständigkeit.
- Funktioniert hervorragend bei Damaszenerstahl und kohlenstoffreichen Stählen, bei denen es schichtartige Muster zum Vorschein bringt.
Nachteile:
- Die Ergebnisse variieren je nach Stahlzusammensetzung; rostfreie Stähle lassen sich leichter ätzen als Kohlenstoffstähle.
- Erfordert eine sorgfältige Prozesssteuerung, um eine ungleichmäßige Färbung zu vermeiden.
Am besten geeignet für: Damaszener-Messer, maßgefertigte EDC-Klappmesser und Marken, die auf eine dunkle, taktische Ästhetik setzen.
Damaskus / Mustergeschweißte Oberfläche: Es handelt sich nicht um eine Oberflächenbehandlung im eigentlichen Sinne, sondern um ein Muster im Baustahl, das durch Säureätzung. Der geschichtete Stahl bildet markante Wellenlinien.
Dies ist eine Premium-Ausführungskategorie, die 40–60% Großhandels-/OEM-Prämien und oft 100–200%+ Preisaufschläge im Einzelhandel aufgrund von Material- und Arbeitskosten.
Acid-Stonewash / Darkwash (Hybrid: chemisch + mechanisch)

Bildquelle: Reddit
Acid-Stonewash kombiniert Säureätzung mit Trommeln. Die Klinge wird zunächst geschwärzt und anschließend stonewashed, um eine abgenutzte, matte Oberfläche zu erzielen. Darkwash bezieht sich auf die dunkelste Variante dieser Oberflächenausführung, die oft fast schwarz wirkt.
Vorteile:
- Hervorragende Kratzschutzwirkung.
- Geringe Blendung und zusätzlicher Korrosionsschutz durch die Oxidschicht.
Nachteile:
- Die Farbtiefe hängt vom Kohlenstoffgehalt ab, daher variieren die Ergebnisse je nach Stahlsorte.
- Erfordert zusätzliche Prozessschritte und verursacht zusätzliche Kosten.
Am besten geeignet für: hochwertige EDC-, Taktik- und Outdoor-Messer.
Schwarzoxid / Gun Blue

Bildquelle: Reddit
Schwarzoxid ist eine chemische Umwandlungsbeschichtung, die die Stahloberfläche in schwarzes Eisenoxid (Magnetit) umwandelt. Waffenblau ist ein ähnliches Verfahren, das traditionell bei Schusswaffen angewendet wird.
Vorteile:
- Sehr geringe Reflektivität.
- Verleiht eine gewisse Korrosionsbeständigkeit und verringert die Blendung.
- Im Vergleich zu PVD oder DLC kostengünstig.
Nachteile:
- Bietet nur einen geringen Rostschutz; muss in der Regel mit Öl oder Wachs gepflegt werden.
- Unter den Kratzern kommt blanker Stahl zum Vorschein.
Am besten geeignet für: preisgünstige taktische Messer, Ausstellungsstücke und historische Nachbildungen.
Elektropolierte Oberfläche
Ein elektropolierte Oberfläche nutzt ein Elektrolysebad, um mikroskopisch kleine Unebenheiten an der Oberfläche aufzulösen. Das Ergebnis ist eine glattere, sauberere Oberfläche mit verbesserter Korrosionsbeständigkeit.
Die geringere Oberflächenrauheit führt zu weniger mikroskopisch kleinen Spalten, in denen sich Feuchtigkeit und organische Rückstände ansammeln können, was die Reinigung und die Aufrechterhaltung der Hygiene erleichtert.
Vorteile:
- Verbessert die Korrosionsbeständigkeit von Edelstahl erheblich.
- Schafft eine hygienische, leicht zu reinigende Oberfläche.
- Gemeinsame Anforderung an Messer für den Gastronomie- und Medizinbereich in Europa und Nordamerika.
Nachteile:
- Erhöht die Prozesskosten und erfordert eine ordnungsgemäße Abwasserentsorgung.
- Erzeugt von sich aus keine dekorative dunkle Farbe.
Am besten geeignet für: professionelle Küchenmesser, Klingen für medizinische oder Laborzwecke sowie alle Exportaufträge, die strenge Hygienestandards erfüllen müssen.
Passivierung

Passivierung ist eine chemische Behandlung, in der Regel mit Salpetersäure oder Zitronensäure, bei der freies Eisen von der Oberfläche von Edelstahl entfernt und die Bildung einer dichten Chromoxidschicht gefördert wird.
Die sichtbare Oberfläche der Klinge bleibt davon unberührt, doch die Korrosionsbeständigkeit wird dadurch erheblich verbessert.
Vorteile:
- Nahezu unsichtbarer Schutz mit minimalen sichtbaren Veränderungen an der Klingenoberfläche.
- Wird häufig für Edelstahlmesser verlangt, die in die EU und in die USA exportiert werden.
- Lieferanten können in der Regel Passivierungszertifikate als Nachweis der Konformität vorlegen.
Nachteile:
- Wirkt nur bei Edelstahl; kein Ersatz für die Beschichtung von Kohlenstoffstahl.
- Fügt einen Prozessschritt und Testkosten hinzu.
Am besten geeignet für: Küchenmesser aus Edelstahl, Bootsmesser sowie alle Produktreihen, bei denen Korrosionstests oder Zertifizierungen zur Lebensmittelsicherheit erforderlich sind.
B2B-Einblicke: Die Passivierung ist für viele Exportmärkte das unsichtbare Qualitätskriterium. Wenn Ihre Kunden die Einhaltung der Vorschriften für den Kontakt mit Lebensmitteln verlangen, bitten Sie Ihren Lieferanten um eine Passivierungsbescheinigung und Daten zum Salznebel-Test.
Wie sich die Oberflächenbeschaffenheit der Klingen auf die Herstellungskosten und die Mindestbestellmenge auswirkt
Für OEM- und Großhandelskunden wirkt sich die Wahl der Oberflächenbeschaffenheit direkt auf den Werkzeugbau, den Arbeitsaufwand, die Auslagerung von Arbeitsschritten und die Mindestbestellmengen aus.
Hausinterne vs. ausgelagerte Endbearbeitung
Die meisten chinesischen Messerfabriken führen Satinierung, Bürstenfinish, Stonewash, Perlstrahlen und Schwarzoxidierung im eigenen Haus durch. DLC, PVD, Cerakote und Pulverbeschichtung In der Regel müssen die Klingen dazu an eine spezialisierte Beschichtungsanlage geschickt werden, was die Vorlaufzeit verlängert und die Mindestbestellmenge erhöht.
| Fertig | Typischer Prozessstandort | Auswirkungen der Mindestbestellmenge | Auswirkungen auf die Vorlaufzeit |
|---|---|---|---|
| Satin / gebürstet | Intern | Niedrig | Minimal |
| Stonewash / Schwarz Stonewash | Intern | Niedrig | +1–2 Tage |
| Perlstrahlen | Intern | Niedrig | Minimal |
| Halbglanz / Hochglanz | Eigenleistung (Fachkräfte) | Medium | +2–4 Tage |
| Geschmiedet / Gehämmert | Eigenleistung (Werkzeuge / Arbeitsaufwand) | Medium | +1–3 Tage |
| Säureätzung | Eigenleistung oder Vergabe an Subunternehmer | Medium | +1–2 Tage |
| Passivierung | Eigenleistung oder Vergabe an Subunternehmer | Niedrig-Mittel | +1 Tag |
| DLC / PVD | Spezialisierter Subunternehmer | Hoch | +5–10 Tage |
| Cerakote | Spezialisierter Subunternehmer | Hoch | +5–10 Tage |
| Pulverbeschichtung | Spezialisierter Subunternehmer | Mittelhoch | +3–7 Tage |
B2B-Einblicke: Wenn Ihre erste Bestellung weniger als 500 Stück umfasst, sollten Sie sich auf hauseigene mechanische Oberflächenbehandlungen beschränken, um die Mindestbestellmenge flexibel zu halten. Beschichtete Oberflächen erfordern oft eine Chargenverarbeitung in der Beschichtungsanlage, wo Mindestlosgebühren kleine Auflagen unwirtschaftlich machen können.
Kostenstufen in der Praxis
- Eintrag ($): Satiniert, gebürstet, perlgestrahlt, schwarz oxidiert. Diese Verfahren verursachen die geringsten Stückkosten und lassen sich am einfachsten skalieren.
- Mitte ($$): Stonewash, Black Stonewash, Säureätzung, Pulverbeschichtung, Einstiegs-PVD, geschmiedete Oberfläche, Passivierung. Diese Verfahren verursachen zwar moderate Mehrkosten, sorgen jedoch für eine starke optische Abgrenzung oder tragen zur Einhaltung gesetzlicher Vorschriften bei.
- Premium ($$$): Handgeschliffenes Satin, halbpoliert, hochglanzpoliert, gehämmert/Tsuchime, DLC, hochwertige Cerakote-Beschichtung. Diese Ausführungen erzielen höhere Verkaufspreise und lassen sich am besten mit hochwertigen Stählen und Griffmaterialien kombinieren.
Wenn Sie ein komplettes Messersortiment beschaffen, sollten Sie bedenken, dass die Oberflächenbeschaffenheit Wechselwirkungen mit anderen Spezifikationen hat. A Damaskus-Kochmesser Eine Ausführung mit Säureätzung oder Spiegelpolitur liegt in einer ganz anderen Preisklasse als dasselbe Muster mit satinierter Oberfläche.
Auswahl der richtigen Klingenoberfläche je nach Anwendungsbereich

Verschiedene Endverbraucher legen Wert auf unterschiedliche Oberflächeneigenschaften. Nutzen Sie die nachstehende Matrix als Orientierungshilfe bei der SKU-Planung.
| Anwendungsfall | Empfohlene Oberflächenbehandlung | Warum |
|---|---|---|
| Profiküche | Satiniert, hochglanzpoliert oder elektropoliert | Hygienisch, leicht zu reinigen, entspricht den Hygienestandards |
| Küche / Geschenke | Satin, Damaszener + Säureätzung oder gehämmert/Tsuchime | Ausgewogenes Erscheinungsbild, geringer Pflegeaufwand, Antihaft-Eigenschaften |
| Japanische Küchenmesser | Halbpoliert, gehämmert/Tsuchime oder hochglanzpoliert | Hochwertige Optik bei geringer Anhaftung |
| EDC-Taschenmesser | Stonewash, Darkwash, Black Stonewash oder DLC | Verträgt Abnutzung, ist korrosionsbeständig |
| Taktisch / Dienst | DLC, Cerakote oder Schwarzoxidierung | Schutzbarriere mit geringer Reflektivität |
| Outdoor / Jagd | Stonewash, Cerakote oder Pulverbeschichtung | Langlebig, verdeckt Gebrauchsspuren |
| Meeres- / Küstenbereich | DLC, hochwertiges PVD oder passivierter Edelstahl | Bester Korrosionsschutz |
| Sammlerstück / Premium-Artikel | Hochglanzpoliert oder von Hand auf Satiniert poliert | Zeigt handwerkliches Können |
| Handwerklich / rustikal | Geschmiedete Oberfläche oder gehämmerte Struktur | Handgearbeitete Erzählung und visuelle Differenzierung |
Für Einzelhändler, die ein gemischtes Sortiment aufbauen, bietet unser Leitfaden zu Messertypen kann Ihnen dabei helfen, die Oberflächenbeschaffenheit der Klinge der richtigen Produktkategorie und dem richtigen Kundensegment zuzuordnen.
Pflege der Klingenoberfläche nach Typ

Die Oberflächenbeschaffenheit beeinflusst auch, wie viel Pflege Ihre Kunden der Klinge widmen müssen. Dies ist entscheidend für Rücksendungen, Bewertungen und Wiederholungskäufe.
- Satiniert, halbpoliert und hochglanzpoliert: Nach dem Gebrauch trocken abwischen; in feuchten Klimazonen leicht einölen. Kratzer auf der satinierten Oberfläche lassen sich mit feinem Schleifpapier in Richtung der Maserung ausbessern.
- Stonewash, Darkwash und Black Stonewash: Geringer Pflegeaufwand. Mit milder Seife reinigen, gründlich abtrocknen und in feuchten Umgebungen gelegentlich einölen.
- Perlstrahlen: Nach dem Gebrauch sofort trocknen. Eine dünne Schicht Öl beugt Rost in den durch das Strahlen entstandenen Mikroröhren vor.
- Geschmiedete und gehämmerte Oberflächen: Mit milder Seife und einer weichen Bürste reinigen; gründlich trocknen. Falls die Klinge eine Oxidschicht aufweist, sollte aggressives Schrubben vermieden werden, da sich diese dadurch lösen könnte.
- DLC und PVD: Mit einem weichen Tuch abwischen. Bei sichtbaren Kratzern versuchen Sie es zunächst mit einem Radiergummi – viele “Kratzer” sind in Wirklichkeit Materialabrieb von weicheren Metallen und lassen sich leicht abwischen.
- Cerakote: Vermeiden Sie scheuernde Reinigungsmittel. Lassen Sie abgenutzte Stellen bei Bedarf fachgerecht ausbessern.
- Schwarzoxid / Gun Blue: Regelmäßig nachölen. Die Oberflächenbehandlung bietet nur einen geringen Schutz und kann bei starker Beanspruchung abgenutzt werden.
- Passivierung und Elektropolieren: Es ist keine besondere Pflege durch den Verbraucher erforderlich; der Vorteil liegt in der Oberflächenchemie begründet. Normales Waschen und Trocknen reichen aus.
Abschluss
Bei der Wahl der richtigen Oberflächenbeschaffenheit für eine Messerklinge geht es um mehr als nur das Aussehen. Sie beeinflusst die Korrosionsbeständigkeit, die Sichtbarkeit von Verschleiß, den Pflegeaufwand, die Herstellungskosten und letztendlich Ihre Handelsspanne.
Ganz gleich, ob Sie ein elegantes Kochmesser aus Satin, ein strapazierfähiges Klappmesser im Stonewashed-Look oder ein hochwertiges taktisches Messer mit DLC-Beschichtung benötigen – die Oberflächenbeschaffenheit sollte sowohl zum Einsatzzweck Ihrer Kunden als auch zu Ihrem Produktionsbudget passen.
Quelle: Individuelle Messeroberflächen mit LeeKnives

Bei LeeKnives, unterstützen wir Einzelhändler, Großhändler und Eigenmarken dabei, Messer zu beschaffen, deren Oberflächenbeschaffenheit, Stahlsorte und Griffausführung genau den Anforderungen ihres Marktes entsprechen. Mit über 30 Jahren Erfahrung in der Herstellung von Yangjiang, wir unterstützen:
- OEM-Messerherstellung — Maßgeschneiderte Entwürfe – von der Skizze bis zum Versand.
- Dienstleistungen rund um Messer unter Eigenmarken — Logo-Gravur, Markenverpackung und Auswahl der Oberflächenausführung.
- Großhandel für Messer — Katalogartikel mit flexiblen Mindestbestellmengen und kurzen Lieferzeiten.
- Weltweite Auftragsabwicklung — Versand aus China oder unserem US-Lager.
Sind Sie bereit, Ihre nächste Messerserie mit LeeKnives zu entwickeln? Angebot anfordern und lassen Sie sich von unserem Team die passenden Klingenoberflächen, Stahlsorten und Spezifikationen für Ihre Kunden empfehlen.
Häufig gestellte Fragen
Welche Oberflächenbehandlung für Messerklingen ist am haltbarsten?
DLC-Beschichtung ist in Bezug auf Härte, Verschleißfestigkeit und Korrosionsschutz im Allgemeinen die langlebigste Klingenoberfläche. Sie ist härter als jeder Messerstahl und bildet eine hervorragende Barriere gegen Feuchtigkeit und Abrieb. Allerdings gehört sie auch zu den teuersten Optionen.
Hat die Oberflächenbeschaffenheit der Klinge Einfluss auf die Schneidleistung?
Die Oberflächenbeschaffenheit der Klinge hat keinen Einfluss auf die Schärfe. Die Schneidengeometrie und der Stahl entscheiden darüber, wie gut ein Messer schneidet.
Die Oberflächenbeschaffenheit kann das Schneidegefühl leicht beeinflussen – polierte Oberflächen gleiten mühelos durch das Material, während strukturierte Oberflächen bei bestimmten Lebensmitteln das Anhaften verringern können –, doch der Unterschied ist in der Regel gering.
Welche Klingenoberfläche kaschiert Kratzer am besten?
Stonewash, Darkwash, Und Acid-Stonewash verbergen Kratzer am besten. Ihre zufälligen, strukturierten Oberflächen lassen neue Spuren im bestehenden Muster verschwinden. Hochglanzpolierte und satinierte Oberflächen zeigen Kratzer am deutlichsten.
Was ist der Unterschied zwischen den Klingenoberflächen „Satin“ und „Stonewash“?
Satin wird durch Schleifen oder Bandschleifen in einer Richtung erzielt, wodurch feine, parallele Maserungslinien und ein sanfter Glanz entstehen. Stonewash wird durch das Trommeln der Klinge mit Schleifmitteln hergestellt, wodurch eine zufällige, matte, abgenutzte Struktur entsteht.
Satin wirkt formeller und zeigt Kratzer deutlicher; Stonewash ist pflegeleichter und kaschiert Abnutzungsspuren besser.
Was ist eine „BlackWash“-Klingenoberfläche?
BlackWash ist eine markenunabhängige Bezeichnung für eine dunkle Acid-Stonewash- oder Darkwash-Oberfläche. Die Klinge wird säuregeätzt, um den Stahl zu verdunkeln, und anschließend einem Stonewash-Verfahren unterzogen, um eine abgenutzte, fast schwarze Oberfläche zu erzielen. Diese Kombination vereint die kratzverdeckende Struktur des Stonewash mit einem taktisch anmutenden schwarzen Erscheinungsbild.
Beeinträchtigt das Perlstrahlen die Korrosionsbeständigkeit?
Das Perlstrahlen kann die Korrosionsbeständigkeit beeinträchtigen, da bei diesem Verfahren mikroskopisch kleine Vertiefungen entstehen, in denen sich Feuchtigkeit ansammelt.
Dieses Risiko ist bei Kohlenstoffstählen und in feuchten Umgebungen höher. Das Risiko lässt sich durch eine Kombination aus Perlstrahlen und einer Ölbeschichtung, PVD-Beschichtung oder DLC-Beschichtung minimieren.
Was ist der Unterschied zwischen DLC und PVD?
PVD ist ein Prozess. Zusatzinhalt ist eine spezielle Beschichtung, die mittels eines PVD-Verfahrens aufgebracht wird. Somit werden alle DLC-Beschichtungen mittels PVD oder PACVD aufgebracht, aber nicht alle PVD-Beschichtungen sind DLC-Beschichtungen.
Zu den weiteren PVD-Beschichtungen zählen TiN, TiCN und TiAlN, die in Farben wie Gold und Grau erhältlich sind.
Was ist besser, PVD oder CVD?
Bei Messerklingen, PVD kommt weitaus häufiger vor als CVD (chemische Gasphasenabscheidung). Da PVD bei niedrigeren Temperaturen stattfindet, ist es weniger wahrscheinlich, dass es die Wärmebehandlung der Schaufeln beeinträchtigt.
Mit dem CVD-Verfahren lassen sich dicke, widerstandsfähige Beschichtungen aufbringen, allerdings sind dafür in der Regel höhere Temperaturen erforderlich, die dünne Klingenabschnitte erweichen oder anlassen können. Die meisten Beschichtungen für Serienmesser basieren auf PVD- oder PACVD-Verfahren.
PVD oder Cerakote: Was ist besser?
PVD ist härter, dünner und abriebfester, was es zur besseren Wahl für Klingen macht, die starken Schneid- oder Faltbelastungen ausgesetzt sind.
Cerakote bietet eine größere Farbauswahl und einen hohen Korrosionsschutz, ist jedoch etwas weniger abriebfest und kann an Stellen mit hoher Reibung, wie beispielsweise Drehpunkten, Verschleißerscheinungen aufweisen. Entscheiden Sie sich für PVD, wenn es auf Langlebigkeit ankommt, und für Cerakote, wenn Sie die Farbe individuell gestalten möchten.
Wie lange hält eine PVD-Beschichtung?
Bei einer gut gefertigten Klinge kann eine hochwertige PVD-Beschichtung bei normalem Gebrauch jahrelang halten, ohne abzublättern oder nennenswerten Verschleiß zu zeigen. Die Lebensdauer hängt von der Art der Beschichtung, ihrer Dicke, der Oberflächenvorbereitung und der Intensität der Nutzung des Messers ab.
Durch starkes Hebeln, Schaben oder wiederholtes Schärfen wird an der Schneide oder an den Kontaktstellen schließlich der blanke Stahl freigelegt.
Kann ich die Oberflächenbeschaffenheit eines bereits vorhandenen Messers ändern?
Mechanische Oberflächenbehandlungen wie Satinierung und Stonewash lassen sich zu Hause mit Schleifmitteln und Trommelmedien wiederherstellen oder verändern.
Beschichtungen wie DLC und PVD erfordern spezielle Vakuumanlagen und müssen fachgerecht durchgeführt werden. Cerakote kann von einem qualifizierten Fachmann erneut aufgetragen werden.
Welche Oberflächenbehandlung eignet sich am besten für Küchenmesser?
Bei professionellen Küchenmessern, Satin Und Hochglanzpolieren sind beliebt, weil sie leicht zu reinigen sind und edel aussehen. Für Hobbyköche, die sich weniger Aufwand wünschen, Satin oder tsuchime (gehämmerte) Oberflächen eignen sich gut.
Vermeiden Sie Antihaftbeschichtungen bei Küchenmessern, die für den Einsatz bei hohen Temperaturen oder unter starker Beanspruchung in der Küche vorgesehen sind.
Was ist eine gehämmerte oder Tsuchime-Oberfläche?
A tsuchime Die gehämmerte Oberfläche entsteht durch Schläge oder Druck auf die Klingenoberfläche, wodurch kleine Vertiefungen entstehen. Diese Vertiefungen bilden Lufttaschen, die das Anhaften von Lebensmitteln verhindern, weshalb diese Oberfläche bei japanischen Santoku- und Kochmessern sehr beliebt ist.
Zudem ist es optisch unverwechselbar und wird mit handgeschmiedeter Qualität assoziiert, obwohl bei vielen Serienmodellen strukturierte Prägeformen zum Einsatz kommen.
Was ist Passivierung und brauche ich sie?
Passivierung ist eine Säurebehandlung, die freies Eisen aus Edelstahl entfernt und die natürliche Chromoxidschicht verstärkt. Sie verändert das Aussehen der Klinge nicht, verbessert jedoch die Korrosionsbeständigkeit.
Dies ist häufig eine Anforderung für Edelstahlmesser, die in den Bereichen Gastronomie, Medizin oder Schifffahrt verkauft werden, und Lieferanten sollten auf Anfrage eine Passivierungsbescheinigung vorlegen können.
Um wie viel erhöht sich der Preis eines Messers durch eine DLC-Beschichtung?
Für Hersteller verursacht die DLC-Beschichtung in der Großserienfertigung in der Regel zusätzliche Kosten von $3–$8 pro Teil, wobei bei hochwertigen Formulierungen oder komplexen Schaufelgeometrien Kosten von $10+ anfallen können. Bei kleineren Losgrößen können die Kosten für die Chargeneinrichtung und Outsourcing-Gebühren die effektiven Kosten erheblich in die Höhe treiben.