ナイフは、単に柄と刃だけで構成されているわけではありません。初めてシェフナイフを選ぶ場合でも、EDC用のポケットナイフの仕様を確認する場合でも、あるいはOEMナイフを卸売りで注文する場合でも、ナイフの構成部品について理解しておけば、賢明な選択ができ、メーカーとのやり取りもスムーズになります。.
どのナイフも、同じ基本的な構造を持っています。それは、 ブレード 切断を行うのは、a タン 構造的完全性を確保し、さらに ハンドル それによって、使い手は自由に操ることができます。折りたたみナイフは、 ピボット そして ロック. キッチンナイフは、刃を揺らすような動きやスライスに適しています。サバイバルナイフは、圧倒的な切れ味を重視しています。.
この完全ガイドでは、ラベル付きの図解を用いてナイフの各部品を詳しく解説し、それぞれの部品が性能にどのような影響を与えるかを説明するとともに、ナイフの種類ごとに構造がどのように異なるかをご紹介します。.
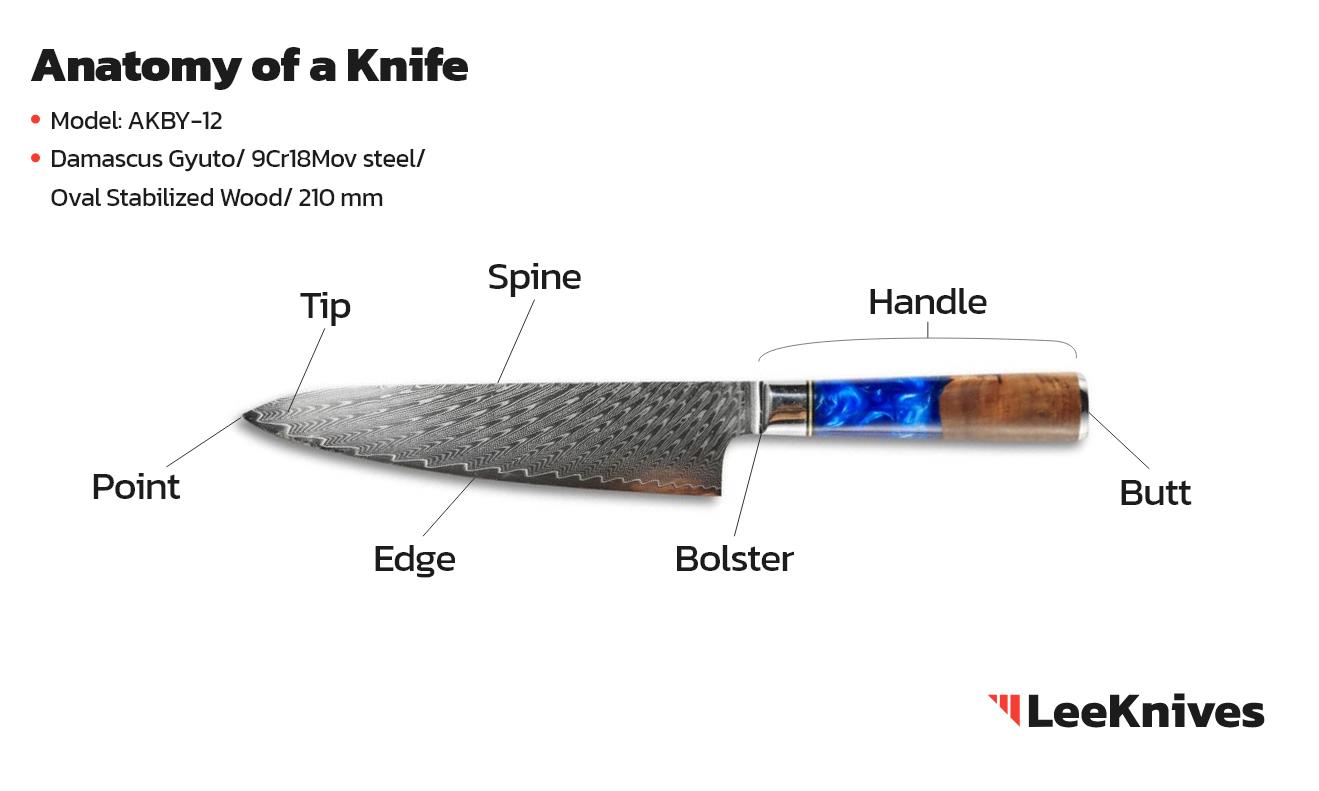
ナイフの構成部品図(名称付き)

| # | パート | 位置 | 関数 | 掲載元 |
| 1 | ポイント | 前面で背骨とエッジが交わる部分 | 穴あけ、刻み、細部の仕上げ | すべてのナイフ |
| 2 | ヒント | エッジの前方3分の1 | 精密なスライス、繊細なカット | すべてのナイフ |
| 3 | 脊椎 | 刃の先端の研がれていない部分 | 構造強度、下向きの圧力を加える | すべてのナイフ |
| 4 | 角 | 研ぎ上げられた切削ベベル | 切る、スライスする、みじん切りにする | すべてのナイフ |
| 5 | お腹 | エッジの中央部分の湾曲した部分 | 揺らすような動き(特にドイツ製のシェフナイフ) | 主にキッチン用/固定刃 |
| 6 | ヒール | ボルスター/ハンドル付近のエッジの後部 | パワーチョッピング、関節の分離、ナックルのクリアランス | 主にキッチン用/固定刃 |
| 7 | リカッソ | ボルスターの上にある、研がれていない平らな部分 | ブレードの厚みの変化;フィンガーレスト | 主にキッチン用/固定刃 |
| 8 | チョイル | 刃先と柄の間の切り欠き | フィンガーグリップ、研ぎ止め | すべてのナイフ |
| 9 | プランジライン | 刃の研ぎ目とリカッソが接する部分 | 研削終了点 | 主に固定刃 |
| 10 | 強化 | 刃と柄の接合部が分厚い金属製 | バランス、指の保護、衛生バリア | 主に包丁 |
| 11 | 唐 | ハンドル内部のブレード延長部 | 構造的な骨格、バランス | 固定刃のみ |
| 12 | ハンドル/鱗 | グリップ部分 | コントロール、快適性、レバレッジ | すべてのナイフ |
| 13 | リベット | 鱗と棘を通して | ハンドルをタンに恒久的に固定する | 主にキッチン用/固定刃 |
| 14 | バット/ポメル | ハンドルの後端 | カウンターウェイト、打撃面 | すべてのナイフ |
| 15 | ピボット | 柄の中央 | ブレードの回転軸。開閉を可能にする | 折りたたみナイフのみ |
| 16 | ロック | ハンドルの内部 | 使用中にブレードが閉じてしまうのを防ぎます | 折りたたみナイフのみ |
| 17 | サムスタッド/ホール/フリッパー | 刃または背の部分に | 片手での開封補助 | 折りたたみナイフのみ |
| 18 | ポケットクリップ | ハンドルの外観 | 安全に持ち運び、素早く取り出せる | 折りたたみナイフのみ |
| 19 | スペーサー/スタンドオフ | ハンドル内部(開いた状態) | ハンドルの剛性を維持する | 折りたたみナイフのみ |
ブレード:構成要素と形状
刃こそが、すべてが決まる場所です。その形状――刃先の形、刃のタイプ、研ぎ方、仕上げ――によって、そのナイフで何ができるか、何ができないかが決まります。.
のために OEMバイヤー, 、ブレードの形状は、ブレードの鍛造工程において最初に確定される仕様のひとつであり、金型、研削時間、および単価に直接影響を及ぼします。.
ブレードの先端と切先

その ポイント 背骨と縁が交わる部分です。その ヒント 刃先の前方部分のことです。これらが相まって、貫通力、操作性、安全性を決定づけます。刃先の形状には主に7種類あり、それぞれが異なる作業に最適化されています。.
一般的なブレード先端形状の識別表
| 先端形状 | 特徴 | 最適な用途 | 構造的リスク |
|---|---|---|---|
| ドロップポイント | 背骨は緩やかに下に向かって曲がり、先端は幅広になっている | 汎用ナイフ、狩猟用ナイフ、シェフナイフ | 低 — 強力で、ミスをカバーしやすい |
| クリップポイント | 背表紙の前面に凹型の「クリップ」カットが施されている | 繊細な彫刻、細部の仕上げ | 硬め — 先端が細く、折れやすい |
| スピアポイント | 先端がブレードの軸を中心に配置され、左右対称 | 対称的なピアス、短剣 | 法的リスク — 日本・オーストラリアでは「ダガー」として分類されている |
| タント | 先端に向かって角度を保った直線的な変化 | 戦術的、詮索的、強力な貫通力 | 中程度 — 補強されているが厚みがある |
| シープスフット | 先端が丸く、切り口がまっすぐ | 安全、救助、三徳流 | 極めて低い — 貫通能力なし |
| ワーンクリフ | エッジはまっすぐで、背は先端に向かって急激に湾曲している | プルカット、精密さ、EDC | 低 — 先端がしっかりしている |
| ホークビル / タロン | エッジは爪のように内側に湾曲している | 引っ張る、ロープを切る、ガーデニング | 中程度 — 特殊な粉砕コスト |
その他のヒントの種類や、各ブレードスタイルの詳細な解説については、当社の完全ガイドをご覧ください。 ナイフの刃の形状.
OEM仕様に関する注意事項
刃先の形状は、刃の鍛造において最初に決定される仕様のひとつです。タントーポイントには、以下の条件が必要です。 15–20% より多くの材料除去 その角張った形状のため、ドロップポイント型よりも研ぎにくく、研ぎにかかる時間とコストが増加します。エントリーレベルの包丁シリーズについては、以下を指定してください。 ドロップポイントまたはシープフット — どちらも保証リスクが低く、市場で広く受け入れられている。.
コンプライアンスおよびリスクに関する注意事項
槍の穂先や短剣型の形状は 制限されている、または禁止されている 日本、オーストラリア、およびEUのいくつかの管轄区域において。OEM注文でスピアポイント型の刃を指定する前に、出荷先の市場におけるナイフに関する法律を確認してください。クリップポイント型の刃先には、使用上の警告を表示する必要があります。その細い刃先は、こじ開け作業や過酷な作業には適していないためです。.

最先端
その 角 刃先からヒールにかけての、研ぎ上げられた部分であり、すべての切断作業を担う。刃先の形状と研ぎ角度によって、ナイフが素材にどのように「食い込む」かが決まる。刃先は、切断対象の素材と接触するナイフの唯一の部分であり、最も重要な摩耗面であると同時に、ユーザーの満足度を左右する最大の要因でもある。.
お腹
その お腹 刃先とヒール(刃の付け根)の間の湾曲した部分のことです。これは刃の「作業カーブ」であり、ニンニクやハーブをみじん切りにする際にまな板に当てて揺らす部分です。はっきりとした腹のカーブはドイツ式シェフナイフの特徴であり、一方、より平らな腹のカーブは日本の牛刀や包丁の特徴です。.
その性能について
刃の腹の部分がナイフの 切削動作プロファイル. 深い腹部(ドイツ式形状、約2~3インチの連続したカーブ)は、みじん切りやさいの目に切る際に用いられる揺らし切りを可能にします。一方、平らな腹部(日本式形状)は、刃を弧を描くのではなくまっすぐ下へ、そして後ろへ動かす押し切りや薄切りに適しています。.
ナイフの種類による違い
| ナイフの種類 | 腹部の輪郭 | 切断動作 | OEMに関する考慮事項 |
|---|---|---|---|
| ドイツ製シェフナイフ | 深く、連続したカーブ(2~3インチ) | 激しい波 | 研削時間が長いほど、除去される鋼材の量も増える |
| 日本の牛刀 | なだらかな曲線 | プッシュカット+軽いロック | バランスの取れた特性、適度な研削コスト |
| 日本のナキリ包丁 | ほぼ平坦 | 純粋なプッシュカット | 研削コストが最も低く、野菜加工に最適化されています |
| サバイバルナイフ | お腹をすっきりさせる | ストレートスライス | バトニングの際にエッジの長さを最大限に活用する |
| 骨抜きナイフ | 緩やかなカーブ | すくう+切る | 柔軟性は腹部の形状よりも優先される |
OEM仕様に関する注意事項
腹部の湾曲は、以下の要素によって定義される。 腹部の半径 (エッジカーブがたどる仮想の円)。ドイツのプロファイルでは、腹部の半径として 80~120 mm; 日本のプロフィールでは 150~250 mm. 欧州のバイヤー向けにOEMの包丁を指定する際は、刃の腹部の半径を 90~110 mm — これは、ヨーロッパのほとんどの業務用厨房で好まれる、ロッキング・ドミナント式のカットスタイルと一致しています。.
原価・利益率に関する注記
くびれたウエストラインを実現するには 20–30% 研削時間の延長 同じブランクから平らな形状を加工する場合よりも、連続した曲線を作るためにはより多くの鋼材を取り除かなければならないためです。大量生産のOEMライン(5,000台以上)の場合は、 中程度の腹部半径(100~130 mm) 切断性能とライン効率のバランスをとるため。.
脊椎/背中
その 背骨 (または 戻る) は、刃の研がれていない上端部分です。これは刃の断面の中で最も厚い部分であり、荷重がかかった際に刃がたわんだり折れたりしないよう、構造的な剛性を確保しています。包丁の場合、背(せ)とは、硬い食材を切る際に、包丁を持っていない方の手で押さえつける部分のことです。.
その性能について
背の厚さは、刃の強さを直接示す指標となります。背が薄い(1.5~2.5 mm)と重量や空気抵抗が軽減され、素早い下ごしらえ作業に最適な機動性を発揮します。 背の厚いもの(4~6 mm以上)は、バトニング(別の物で背を叩いて木材を割る)やこじ開けが可能であり、これらはサバイバルナイフやタクティカルナイフにとって不可欠な機能です。.
ナイフの種類による違い
| ナイフの種類 | 脊椎の厚さ | 主負荷 | 構造上の役割 |
|---|---|---|---|
| 和包丁 | 1.5~2.0 mm | スライス、プッシュカット | 空気抵抗を最小限に抑え、精度を追求 |
| 西洋シェフナイフ | 2.0~2.5 mm | 揺らす、刻む | 筋力と体重のバランス |
| サバイバルナイフ | 4.0~6.0 mm以上 | バトニング、こじ開け | 最高の剛性、衝撃吸収性 |
| タクティカルナイフ | 3.0~4.0 mm | ピアス、実用性 | 過度な重量を伴わない強さ |
| 皮むきナイフ | 1.5~2.0 mm | 精密ピーリング | 軽量で操作しやすい |
OEM仕様に関する注意事項
背骨の厚さを次の場所で指定してください 3つのポイント: ボルスター(最も厚い部分)、刃の中央、および先端から10 mmの位置。A 遠位テーパー (ボルスターから刃先にかけて背の厚みが薄くなる形状)は、高級ナイフでは標準的な仕様であり、バランスを向上させますが、その実現にはより厳しい鍛造公差(±0.15 mm、均一な背の厚みの場合は±0.25 mm)が求められます。.
原価・利益率に関する注記
背の厚さは、材料費と鍛造時間に直接影響します。厚さ5 mmのサバイバルナイフの背には、 標準鋼材の2~3倍 包丁の背の厚さである2mmよりも薄く、さらに 15–20% から単位労働コストへ. 。しかし、サバイバルナイフの刃の長さを3mm未満に設定すると、「刃が頼りない」という理由で返品率が上昇してしまう。“
ブレード面/フラット
その ブレード面 (または フラット) は、刃先と背の間の表面のことです。これは刃の「キャンバス」であり、仕上げや製作者マーク、装飾模様が施される部分です。しかし、この表面は単なる装飾的な役割だけではありません。その形状や質感は、食材が刃の上でどのように振る舞うかに直接影響を与えます。.
その性能について
ブレードの表面は、以下の3つの性能特性に影響を与えます:
- 食品の発売: 凹面研ぎ(ホローグラインド)や打ち目加工(ツチメ)により、空気の隙間が生まれ、真空状態での付着が抑えられるため、スライスしたジャガイモや肉が刃に張り付くのを防ぎます。.
- 美学: 表面には、サテン仕上げ、ミラー仕上げ、ストーンウォッシュ仕上げ、あるいはダマスカス模様といった仕上げが施されており、これらは顧客が最初に目にし、最も長く記憶に残る部分です。.
- 耐食性: 研磨された表面は、粗面仕上げよりも錆びにくい。また、コーティング(PVD/DLC)を施した表面は、湿気や酸に対する化学的なバリアとなる。.
OEM仕様に関する注意事項
湿度の高い地域(東南アジア、米国沿岸部)で使用する包丁については、 400番のサテン仕上げ以上の表面仕上げ あるいは、耐食性コーティングを施す。研磨されていない素地の鋼材の表面は、湿度70%を超える環境下では、2~3か月以内に錆が発生する。.
リスクに関する注意事項
VG-10を芯材としたダマスカス模様のクラッド鋼は、 #1のOEM構成がリクエストされました 欧州のバイヤーから。この外装材は 20–30%の材料費 しかし、~を指揮している 50%+ 小売プレミアム. サプライヤーが生産ロット全体を通じてパターンの均一性を一貫して確保できることを確認してください。パターンのばらつきは、外観上の不良による不良率の主な原因です。.
ヒール
その かかと 刃先の後部、つまり刃がボルスターやハンドルと接する部分のことです。 ほとんどの包丁において、ここは刃先の中で最も高くて厚い部分であり、刃全体を支える構造的な役割を果たしています。これは包丁の「パワーゾーン」と考えてください。硬いカボチャを切ったり、鶏肉を切り分けたりする際、本能的にこの部分を押し下げてしまう部分です。.
2. 性能について
ヒールには、ブレードの他のどの部分にも真似できない2つの役割があります。第一に、それは 下向きの力 — ハンドルの真上に位置しているため、手の力がヒールを通じてまな板に最も効率的に伝わるからです。第二に、それは ナックルのクリアランス: 8インチのシェフナイフにおいて、適切な大きさのヒールが備わっている 高さ45~55 mm, 、素早い刻み動作の際も、指関節がまな板より上にくるように注意してください。.
3. ナイフの種類による違い
| ナイフの種類 | ヒールの高さ | かかとの厚さ | 主な役割 |
|---|---|---|---|
| 西洋式シェフナイフ(8インチ) | 45~55 mm | 2.5~3.5 mm | ナックルのクリアランス+ロッキングパワー |
| 日本の牛刀 | 35~45 mm | 2.0~3.0 mm | 軽量化、プッシュカットに最適化 |
| 皮むき包丁(3~4インチ) | 15~20 mm | 1.5~2.0 mm | 精密な制御、必要なクリアランスは最小限 |
| 骨抜きナイフ | 20~30 mm | 2.0~2.5 mm | 接合部周辺の可動性 |
| サバイバルナイフ | 30~40 mm | 4.0~6.0 mm | バトニング、こじ開け、強力な切り込み |
| パン切りナイフ | 40~50 mm | 2.0~2.5 mm | 切削クリアランス、最小限の押し付け力 |
OEM仕様に関する注意事項
ヨーロッパのバイヤー向けにシェフナイフを指定する際は、ロックヒールの高さを 45~50 mm 8インチのブレード用。ヨーロッパ式のグリップ(ピンチグリップ)では、適度なクリアランスとバランスの取れた重量が好まれます。米国の購入者の皆様には、, 50~55 mm が推奨されます。ヒールが高いほど、手の大きな人でも使いやすく、より力強い揺らし動作にも対応できます。ヒールの高さは必ず CTQ(品質に不可欠な要素)の側面 許容誤差は±1.5 mmです。この範囲を外れると、「持ち心地が悪い」という理由で返品率が上昇します。“
コンプライアンスおよびリスクに関する注意事項
かかとは #1 誤故障点 保証請求において。実際には別の問題であるにもかかわらず、顧客からは「ブレードが曲がっている」という報告がよく寄せられます。 かかとの縁が丸まっている 不適切な使用(かかと部分でこじ開けたり、ガラス板の上で切断したりすること)によって生じる損傷。これを未然に防ぐため、かかとの正しい使用方法を示したイラストをケアカードに盛り込んでください。OEM購入者の皆様へ:製品マニュアルにおいて、かかとの研ぎが保証の対象となるかどうかを明確にしてください。多くのメーカーでは、かかとの損傷を標準的な保証対象から除外しています。.
リカッソ、チョイル、プランジライン
リカッソ
その ricasso ボルスターのすぐ上にある、研がれていない太い刃の部分のことです。日本の包丁では、この部分を 鎬(しのぎじ). リカッソは、刃と柄の接合部に構造的な支えを与えるとともに、研ぎ上げられた刃先と柄部分との視覚的な境界線としての役割を果たします。高級ナイフでは、リカッソは刃面よりもさらに丁寧に研磨され、意図的な美的コントラストを生み出しています。.
OEM仕様に関する注意事項
リカッソの幅(ボルスターからメイングラインドの開始点までの距離)は、 8~15 mm シェフナイフの場合。幅が狭すぎると、刃がハンドルに「埋め込まれている」ように見えてしまいます。逆に幅が広すぎると、有効刃長が短くなってしまいます。高級な西洋ナイフによく見られるツートンカラーの見た目を希望する場合は、リカッソの仕上げと刃面の仕上げを別々に指定してください。.
チョイル
その チョイル 刃先と柄の間に、研がれていない小さな切り込みがある。A フィンガーチョイル 細かい作業でもしっかりとグリップできます。人差し指をチョイルに引っ掛けることで、先端を下に向けた状態での切断を正確にコントロールできます。A チョイルの研ぎ 砥石での研ぎに明確な終了点を作り出し、刃の付け根部分にリカーブ(刃先が内側に反る現象)が生じるのを防ぎます。.
リスクに関する注意事項
包丁の指掛け部分は、必ず 滑らかで丸みを帯びた (Ra < 0.8 μm)。チョイルエッジが鋭利または粗い場合、裂傷の危険性があり、製造物責任請求の一般的な原因となります。OEM注文については、チョイルエッジの加工(面取りまたは半径加工)を 安全上重要な寸法.
プランジライン
その プランジライン 刃の研ぎが終わり、平らなリカッソが始まる部分の垂直または斜めの線です。すっきりとしたシャープなプランジラインは、研ぎの品質の高さを示しています。研ぎがリカッソへと不均一に溶け込んでいるような不揃いなプランジラインは、弱点となり、研ぎ直しを困難にします。.
OEM仕様に関する注意事項
プランジラインの角度公差を以下で指定してください ±2°. フルフラットグラインドの刃では、プランジラインは刃先に垂直であるべきですが、セイバーグラインドでは、グラインドショルダーに沿うようにします。プランジラインに一貫性がないのは、 化粧品が拒否される主な理由トップ5 OEMの品質管理において。.
強化

その 強化する 刃と柄の間に位置する、太い金属の帯のことです。これは 指ガード, 、と付け加える 前方重量 バランスをとるために、そして スムーズで衛生的な移行 刃と柄の間。8インチのシェフナイフの場合、ボルスターは通常、 80~120 g フォワードウェイトにより、ロッキングカットに適したブレード寄りのバランスが生まれます。.
ナイフの種類による違い
| ボルスタータイプ | 説明 | 典型的な使用例 | 構造上の注記 |
|---|---|---|---|
| 積分 | 刃と同じ鋼で鍛造された | 高級包丁 | 最大強度、最高の鍛造コスト |
| フルボルスター | 背骨から端まで伸びている | ドイツの伝統的なシェフナイフ | かかとの摩耗を防ぎ、重量を増す |
| セミボルスター | ハンドルから刃の付け根まで続く | 現代の包丁 | 妥協点:保護性と研ぎやすさの両立 |
| 遠位部/先細り | 徐々にブレードに向かって先細りになっている | 軽量設計 | 最小限のガード、美観を重視 |
| なし | ボルスターなし。刃がハンドルに直接接している | 日本の「わハンドル」、EDC | 刃先全体を研ぐことが可能;最軽量 |
OEM仕様に関する注意事項
ボルスターの設計は、コストの主な要因となっています。. 一体型ボルスター これには、刃とボルスターを一体として鍛造し、さらに 25–35%から鍛造までの時間 単純なラットテールや溶接式ボルスターと比較して。中級クラスのOEMライン($40~$80、小売価格)では、, セミボルスター 美観、機能、コストのバランスが最も優れています。ボルスターの重量は、 バランスに重要なパラメータ: 8インチのシェフナイフの場合、先端部の重量は80~100 gを目安にしてください。.
コンプライアンスおよびリスクに関する注意事項
ほぼすべての日本の伝統的な包丁 ボルスターを完全に省く — これにより、刃先全体を研ぐことが可能になり、ナイフの軽量化も図れます。もし貴社の製品ラインが日本料理やプロの寿司職人をターゲットとしているのであれば、ボルスターを省くことは単なる「コスト削減」ではなく、 市場が求める機能. 一方、欧州の業務用厨房をターゲットとする場合、衛生および安全基準としてボルスターの採用が求められます。.
詳細なガイドをご覧ください ナイフのボルスター ボルスターの製造方法、重量配分の計算、および市場ごとの要件について。.
最先端のタイプ

刃先とは、刃と被切削材が接触する部分のことです。主に4つのタイプがあり、それぞれ切断時の物理的特性、メンテナンスの要件、およびOEMコストへの影響が異なります。.
| エッジタイプ | ビジュアルID | 最適な用途 | メンテナンス | OEMマージンへの影響 |
|---|---|---|---|---|
| プレーンエッジ | 単一の連続ベベル | きれいな切り口、プッシュスライス、精密な作業 | 研ぎやすい(砥石) | ベースライン |
| 鋸歯状のエッジ | のこぎりのような歯 | パン、ロープ、繊維質のもの、トマト | 専用の研ぎ器、またはメーカーによる修理が必要です | 下流工程(専用工具+サービス・ロジスティクス) |
| コンボ・エッジ | 先端付近は平らで、根元付近は鋸歯状 | 汎用性:細部へのこだわり+丈夫な素材 | 複合型:2つの研ぎシステム | 最低(2段階研削+8~15%の単価上昇) |
| グラントン/スカロップ | 縁に沿って空洞ができている | 肉、チーズ、べたつく食材のスライス | プレーンエッジと同じ | わずかに手間がかかる(ホタテの追加の研ぎ工程) |
OEM仕様に関する注意事項
プロの厨房向けのOEM包丁シリーズについては、, プレーンエッジがデフォルトの仕様です. エンドユーザーにとっては研ぎのハードルが最も低く、販売代理店にとっては保証サービスにかかるコストが最も低くなります。コンボエッジは、米国のEDC(日常携帯)やタクティカル市場では人気がありますが、研ぎが複雑なため、プロの調理器具のラインナップにはほとんど登場しません。.
リスクに関する注意事項
ギザギザの縁が ユーザーからの苦情件数が最も多い メンテナンスに関連して。エンドユーザーが鋸歯状の研ぎ器を所有していることはめったになく、ナイフをメーカーに送って再研ぎを依頼するのは、ほとんどのブランドにとってコスト的に現実的ではありません。鋸歯状の刃先を指定する場合は、以下のものを同梱することを検討してください。 お揃いのギザギザ付き研ぎ棒 製品に同梱することで、販売後のサポート負担を軽減します。.
詳細はこちら グラントン・エッジ・ナイフ そして 滑らかな刃と鋸歯状の刃 当社の詳細な比較ガイドにて。.
ベベルと研削の基礎
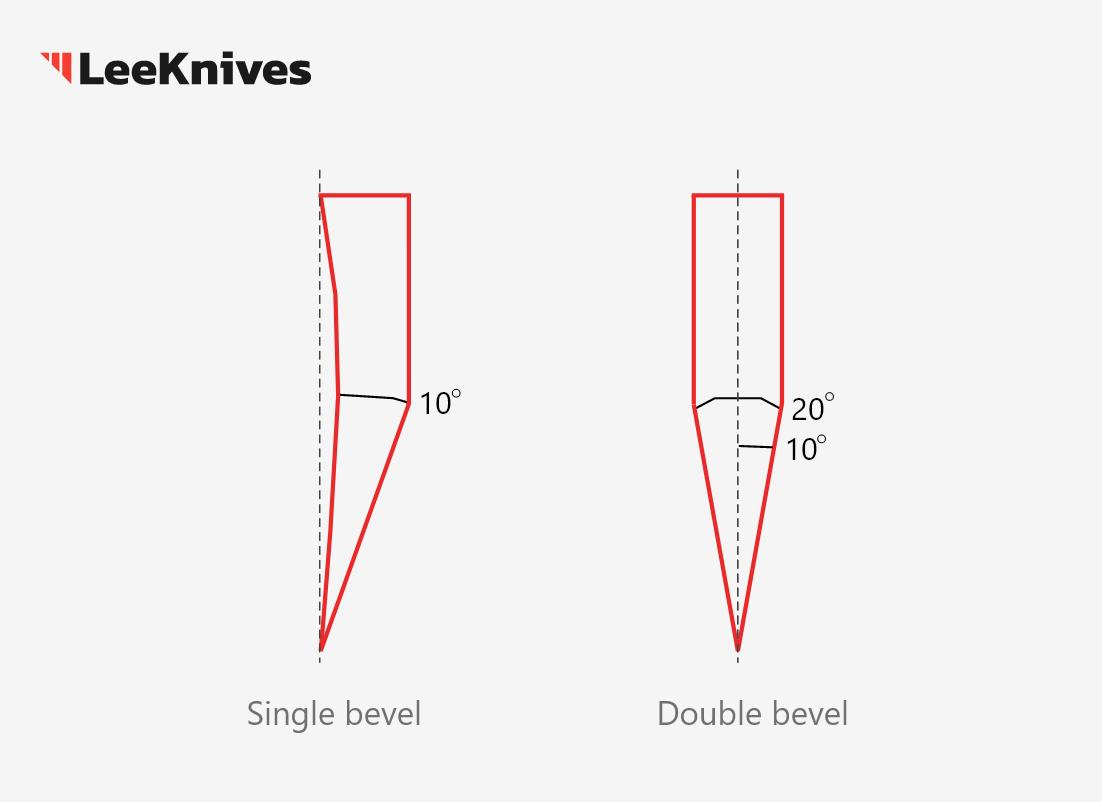
その ベベル 切削刃を形成する傾斜面です。この グラインド これは刃の全体的な断面形状のことです。これら2つの要素が相まって、ナイフが素材にどのように「食い込む」か、そして切り口の後ろ側で刃先を支える鋼材の量がどれほどになるかが決まります。.
ベベルの種類
| ベベルの種類 | 構造 | よく見られる | 主な特徴 |
|---|---|---|---|
| ダブルベベル(V字研ぎ) | 両面が研磨されており、左右対称である | 西洋式の包丁、EDC | 左右両用;大量生産が最も容易 |
| 片面ベベル(カタバ) | 片側のみ研磨 | 日本の伝統的な包丁(柳刃、出刃) | 非対称カット;利き手の確認が必要です |
| チゼルグラインド | 片側は平らで、もう片側は傾斜している | 戦術用ツール、頑丈な刃 | 最高のエッジ強度、製造が最も容易 |
| マイクロベベル/セカンダリー | 主刃の縁にある薄い副角 | 高HRCのブレード(60以上) | 欠けを防ぎ、刃先の寿命を延ばします |
OEM仕様に関する注意事項
ダブルベベルとは、 グローバルなデフォルト設定 OEM向けの包丁注文用です。左右どちらの手でも使いやすく、顧客からの苦情率が最も低く、自動研削ラインで効率的に生産できます。片刃仕様は、以下の場合にのみ指定してください。 日本の伝統的な包丁シリーズ — また、製造前に顧客の利き手(左利きか右利きか)を確認する必要があります。左利きのユーザーは右利き用の片刃ナイフを効果的に使用できず、その逆も同様です。.
コンプライアンスおよびリスクに関する注意事項
片刃のナイフは 返品率が3倍に増加 利き手の要件を理解していない一般消費者向けに販売する場合は、両刃のナイフよりも片刃のナイフの方が適しています。一般小売店(日本料理専門の販路以外)で片刃のナイフを販売する場合は、利き手を明記した目立つ表示と、「左右兼用ではありません」という警告を必ず記載してください。.
研削の種類

「グラインド」とは、刃の断面形状、つまり背から刃先にかけて鋼がどのように成形されているかを指します。グラインドによって、切れ味、刃先の強度、製造コストがそれぞれ異なります。.
| 研削方式 | 断面形状 | カット感 | OEMコスト階層 | 最適な用途 |
|---|---|---|---|---|
| フラットグラインド(Vグラインド) | 背から縁にかけて直線的に先細りになっている | きめ細やかで安定したスライス。適度なエッジ強度 | 低い | 汎用規格;包丁、EDC |
| ホローグラインド | 内側に湾曲したカーブ;エッジの後ろが薄い | 最初の噛み込みが極めて鋭く、切断抵抗が低い | 中くらい | カミソリ、ハンティングナイフ、精密EDC |
| コンベックス・グラインド(ハマグリ) | アサリの貝殻のような凸曲線 | 縁がしっかりしていて、食材がすっと外れる;「べたつき」を感じる | 高い | 高級な日本のシェフ用包丁、プレミアムなアウトドア用品 |
| スカンジ・グラインド | 平らな面と急なエッジ角。セカンダリーベベルなし | 切れ味が鋭く、野外でも研ぎやすい | 中くらい | ブッシュクラフト、サバイバルナイフ(モーラ式) |
| セイバー/ハイフラット | ブレードの中央から始まるフラットグラインド;上部の背が厚い | フルフラットよりも剛性が高く、切削時の重みを感じる | 低い | タクティカルナイフ、アウトドア用ヘビーデューティー |
| 複合粉砕 | ブレードの各セクションごとに異なる研削タイプ | ブレードゾーンごとのカスタムパフォーマンス | 非常に高い | 戦術用、ハイエンド・カスタム、CNC加工の傑作 |
OEM仕様に関する注意事項
フラットグラインドとは、 世界的な主力製品 OEM向け包丁の製造用です。自動ベルトコンベアシステム上で効率的に稼働し、厳しい公差(±0.05 mm)を維持し、以下の 最低単価 厚みを出すためです。セイバーグラインドやハイフラットグラインドは、刃の強度が重要な場合に採用されます。上部の背が厚いため、激しい切り込み作業の際にも横方向のたわみを防ぎます。.
コンプライアンスおよびリスクに関する注意事項
ホローグラインドの刃には 刃先の裏側の鋼が薄い, そのため、硬い素材(骨、冷凍食品、木材)に使用すると欠けやすくなります。包丁に中空研ぎを指定する場合は、以下の使用上の注意を記載してください:「肉や野菜のスライス用に設計されています。骨や冷凍食品を切断することには適していません。」 これにより、中空研ぎの刃に関する#1の誤使用に起因する保証請求を未然に防ぐことができます。.
研削形状、性能曲線、および製造の実現可能性に関する詳細な解説については、当社の ブレードの研ぎ方ガイド.
ブレード表面の仕上げ

表面仕上げは、ナイフの第一印象であり、顧客が実際に切り始める前に目にする視覚的・触覚的な特徴と言えます。しかし、メーカーにとって、仕上げは単なる美観以上の意味を持っています。.
これによって、耐食性、食材の離れ具合、製造歩留まり、および保証返品率が決まります。サテン仕上げ、ストーンウォッシュ仕上げ、DLC、PVDなど、すべての刃の仕上げタイプに関する詳細な解説については、当社の ナイフの刃の仕上げガイド.
6つのフィニッシュ・ファミリー
| フィニッシュ・ファミリー | 視覚的説明 | コア機能 | OEMコスト階層 | 保証リスク |
|---|---|---|---|---|
| ブラッシュ仕上げ/サテン仕上げ | きめ細やかで、方向性のあるスクラッチ模様。マットな光沢 | 傷を目立たなくする;低コストで大量生産が可能な標準仕様 | 低い | 非常に低い |
| 研磨仕上げ/鏡面仕上げ | 反射性のある、鏡のような表面 | 高級感のあるデザイン、お手入れが簡単 | 非常に高い | 高(傷が目立ちやすい) |
| ストーンウォッシュ/マット | ランダムに散らばった、質感のある微細な傷;控えめな光沢 | 革には使用感があり、使い込んだような風合い | 中くらい | 非常に低い |
| 鍛造/ハンマー仕上げ | 目に見えるハンマーの跡や、鍛造スケールが残っている | 職人技の美学;食材の風味を引き出す(ツチメ) | 高い | 低(スケール付着) |
| コーティング済み(PVD/DLC/PTFE) | 単色のレイヤー(黒、グレー、ブロンズ) | 腐食・摩耗防止;タクティカルなデザイン | 中〜高 | 中程度(層間剥離) |
| 化学処理(酸処理/不動態化/青色化) | 目に見えない、あるいはほとんど目に見えない表面改質 | 耐食性;食品安全基準への適合 | 低~中 | 低い |
OEM仕様に関する注意事項
へ輸出されるステンレス製の包丁については、 EU または 米国, 工場が以下の作業を行っていることを確認してください 不動態化 (表面の遊離鉄を除去し、酸化クロムバリアを形成するための酸処理)。現在、多くのバイヤーが食品安全基準への準拠を理由に、パッシベーション証明書の提出を求めています。仕上げ仕様にPVDまたはDLCコーティングが含まれる場合は、以下を義務付けてください。 クロスハッチ付着試験 (ASTM D3359) および 摩耗試験 発注書には(ASTM D4060)を明記してください。コーティングの剥離は、屋外用コーティングナイフに関する保証クレームの上位3位に入っています。.
コンプライアンスおよびリスクに関する注意事項
PTFE(テフロン系)コーティング 包丁には以下が必要 食品用認証 (FDA 21 CFR 175.300 / EU 10/2011)および厳格な剥離試験。食品中にPTFEフレークが混入することは、法的責任の面で悪夢のような事態を招きます。チーズナイフやスライスナイフにPTFEの使用を指定する場合は、製造業者に対し、コーティング組成証明書および移行試験報告書の提出を義務付けてください。.
「The Tang」:ハンドルのコア構造

「唐」とは何か?
その タン 刃の鋼材が研ぎられていない部分で、柄へと続いているものです。これはナイフの構造上の要であり、これがなければ、刃は単に接着剤や摩擦によって固定された鋭利な金属片に過ぎません。工学用語で言えば、タングとは 荷重伝達部材 これにより、刃から発生する切削力がハンドルを介して、最終的には使用者の手に伝わる。.
「タン」は、すべての購入者や製造業者にとって重要な3つの要素を決定づけます:
- 強さ: フルタン構造は、ねじれや衝撃による負荷がかかった際に、刃が柄から外れるのを防ぎます。弱かったり短かったりするタンは、低品質なナイフにおいて最も一般的な破損箇所であり、保証対応にかかる費用も最も高額になります。.
- バランス: タン(刃軸)の長さ、太さ、テーパーの付き方によって、ナイフの重心がどこに位置するかが決まります。テーパーの効いたタンはバランスを人差し指側にシフトさせ、優れた操作性を実現します。一方、太くテーパーの付いていないタンは、ハンドル側が重く感じられます。.
- 料金: タン(柄)のタイプは、ブレードの鋼材そのものに次いで、製造コストに最も大きな影響を与える要因となることがよくあります。用途に合わないタンを指定すると、利益を損なうか、あるいは責任問題を引き起こすことになります。.
ナイフのタン構造の主な種類
| タン型 | 説明 | 強さ | 重さ | 典型的な使用例 | OEMコストへの影響 |
|---|---|---|---|---|---|
| フルタング | ハンドルの全長および全幅にわたって伸びています | 最大 | 最も重い | シェフナイフ、サバイバルナイフ | ベースライン |
| パーシャル/ハーフ・タン | 一部(1/2~2/3)まで伸びる | 適度 | ライター | お手頃価格の包丁、装飾用 | –15–25% 対 フル |
| 隠された唐 | 完全に隠されている。多くの場合、ラットテール型の形状をしている。 | 適度 | 様々 | 日本の伝統、慣習 | 「部分的」と同様に |
| 唐を通じて | バット部分から突き出ている隠れたタング | ほぼ満杯 | 適度 | ドイツの高級品、サバイバル | +10–15% 対 隠し |
各タングタイプには、それぞれ異なるものが組み合わされています ハンドル組立方法. フルタン構造のナイフは通常、リベット留めまたはボルト留めされていますが、隠しタン構造のナイフでは、接着剤による接合やハイブリッド固定がしばしば用いられます。.
フルタン・バリエーション
フルタンナイフは、すべてが同じというわけではありません。その亜種によって、バランス、価格、そして見た目が異なります:
| バリアント | 特徴 | OEMのポジショニング | 費用に関する注意事項 |
|---|---|---|---|
| スタンダード・フルタン | タンの形状は柄の鱗と完全に一致し、側面は面一になっている | 最も一般的なOEM形式 | ベースライン |
| フルタン構造 | 鎧の縁が鱗の端よりわずかに突き出ている | タクティカルで「筋肉質」な美学 | +5–10%(より高い加工精度) |
| テーパー加工されたフルタン | 刃先から柄元にかけて、刃の厚みが薄くなっています。 | ハイエンド、$200+ カスタム | +25–40%(鍛造+研削時間) |
| スケルトン加工のフルタン | CNCまたはワイヤ放電加工により除去された材料 | EDC、タクティカル、超軽量 | +40–60%(精密加工) |
| オーバーモールド加工のフルタン | タンに直接ゴム/プラスチックを射出成形する | 肉屋、救助、海兵隊 | +$2,000~5,000の金型投資;量産時の単価が最も低い |
OEM仕様に関する注意事項
フルタンとは 譲れない条件 サバイバルナイフについては、責任問題や安全基準(カトラリーに関するEN ISO 8442、ハンティングナイフに関するASTM F1804)のため。 包丁については、5インチ未満の皮むき包丁であればパーシャル・タングでも許容されますが、8インチ以上のシェフナイフについては、業務用としての耐久性を確保するため、フル・タングを指定する必要があります。フル・タングを指定する際は、必ず以下を明記してください。 ボルスター部のタン厚 そして 突合せ部のタン厚 なお、先細りのタン(3.0 mm → 1.5 mm)は優れた位置決め精度を実現しますが、鍛造公差(±0.2 mm)をより厳密に設定する必要があります。.
コンプライアンスおよびリスクに関する注意事項
隠し刃のナイフは、完全に 接着品質. 和風ラインに隠しタンを指定する場合、工場に対して以下の使用を義務付ける 熱サイクルに耐えるエポキシ樹脂 (–20°C~+80°C)および義務付け トルク試験 抽出された単位について。隠れたタンガの破損は壊滅的な結果(ブレードの脱落)をもたらし、通常は 全製品のリコール 個別の保証請求ではなく。.
当社のガイドをご覧ください ラットテール・タン対フルタン タン・エンジニアリングの詳細データ、組み立て方法、コストモデル、およびOEM契約仕様書のテンプレートについては。.
ハンドル

ハンドルは、ユーザーがナイフを握る部分です。快適性、確実なグリップ、衛生面、そしてコストのバランスが取れている必要があります。どのような構造のナイフであっても、ハンドルの設計によって、ユーザーがどれだけの時間、疲れずに作業できるか、また濡れた状態や過酷な条件下でナイフがどれほど安全に機能するかが決まります。.
ハンドルの構成部品
| 成分 | 説明 | 関数 |
|---|---|---|
| スケール/ハンドルパネル | タンに取り付けられた2つの素材 | グリップ面、外観、人間工学 |
| リベット/ピン/ネジ | 鱗と柄を通した留め具 | 確実な組み立て;保守性 |
| ストラップ用穴 | Butt または Tang に穴を開ける | コードの取り付け;落下防止 |
| バット/ポメル | ハンドルの先端部 | カウンターウェイト、打撃面 |
ハンドルの材質(概要)
ハンドルの一般的な素材には、次のようなものがあります。 木材 (ローズウッド、オリーブ、エボニー)、, 合成複合材料 (G10、マイカータ、カーボンファイバー)、, 射出成形プラスチック (FRN、POM、TPE)、および 金属 (ステンレス鋼、チタン)。それぞれ、グリップ感、耐久性、重量、コストの面で異なるトレードオフがあります。.
ぜひ当社の ナイフの柄の素材ガイド, ナイフのハンドルのデザイン、 そして ナイフの柄の構造 音階、タングの種類、およびカバー範囲に関する構造的な解説ガイド。.
OEM仕様に関する注意事項
ハンドルの材質選びは、ブレードの鋼材に次いで、多くの場合、最大のコスト要因となります。射出成形されたFRN製ハンドルのコストは 60–80% 以下 手作業で仕上げられた木製スケールよりも。G10スケールからマイカルタに切り替えることで、バランスポイントが変化する可能性があります 8~12 mm後方へ 刃を交換せずに。ハンドルの材質を指定する際は、必ず グリップ係数の試験データ (濡れているとき・乾いているとき)— 濡れているときに滑りやすい取っ手は、キッチンでの切り傷事故の主な原因となっています。.
欧米式と日本式のハンドルデザイン
| 特徴 | ウエスタンハンドル | 和風ハンドル |
|---|---|---|
| 形 | 曲線的なデザイン、人間工学に基づいた | 直線形、円筒形、または八角形 |
| 材料 | POM、木材、複合材 | 木材(マグノリア、ウォールナット、エボニー) |
| 唐の可視性 | ハンドル内部に隠されている | バット部分によく見られる(フルタン) |
| 重量配分 | ハンドルが重いタイプか、バランスが取れているタイプか | よりニュートラルからブレードフォワード寄り |
| 交換 | 難しい(鋲止め) | より簡単(タンから外れやすい) |
| 感じる | 欧米のユーザーには馴染みのある | 軽量だが、慣れる必要がある |
OEM仕様に関する注意事項
Waハンドルとは 互換性がない 同じタン形状でありながら、西洋式ハンドルが取り付けられています。和式ハンドル用として設計されたナイフは、西洋式スケール用として設計されたものよりも、タンの断面が細く、長くなっています。製品ラインナップに両方のスタイルが含まれている場合は、 個別のブレード鍛造品 — 西洋式のタンに和風ハンドルを取り付けようとすると、緩みが生じ、安全上の問題を引き起こす。.
柄の先端(バット/ポメル)
その お尻 または 鞍頭 ハンドルの先端部分です。考慮すべき点:
- ストラップ用穴: アウトドア用およびマリン用ナイフには不可欠です。加工コストが追加されます(1個あたり約$0.10~$0.20)。.
- ガラス破り/打撃用柄頭: 戦術的機能。硬化鋼製のインサート、またはタン端が露出していることが必要です。.
- 露出したタングの端: フルタン構造のナイフでは、タンが打撃面として、あるいはデザイン要素として突出している場合があります。.
詳細はこちら 日本の包丁の柄 そして waハンドル 当社の専用ガイドにて。.
固定刃と折りたたみナイフの構造

ナイフはすべて、2つの基本的な構造のカテゴリーに分類されます。どちらを選ぶかは、単に携帯性の問題ではなく、構造に対する哲学の問題なのです。.
| 特徴 | 固定刃 | 折りたたみナイフ |
|---|---|---|
| 強さ | 最大(可動部品なし) | ピボットとロックによる制限 |
| 重さ | 重い | ライター(閉じた状態) |
| メンテナンス | シンプル(清潔で乾いた状態) | 複雑な要因(ピボット部の潤滑、スプリングの摩耗) |
| 速度 | いつでも準備万端 | デプロイが必要です |
| 安全性 | シースが必要 | ロック機能により、誤って閉じてしまうのを防ぎます |
| 製造コスト | 1単位あたりの価格が安い | 高精度(ピボット加工) |
| 最適な用途 | キッチン、アウトドア、タクティカル | EDC、ポケット持ち、予備 |
OEM仕様に関する注意事項
固定刃は1個あたりの製造コストは安いですが、 送料が高くなる サイズのため(シースを同梱して発送する必要があり、鋭利な物体として分類される)。折りたたみナイフは、ピボットやロック部分に精密な機械加工が必要となるため、 $5~$15の単価 仕組みの複雑さによって異なります。販売チャネルがオンラインでの消費者への直接販売である場合は、固定刃の方が総コストが低くなります。一方、小売店の陳列スペースが限られている場合は、折りたたみナイフの方がSKU密度が高くなります。.
コンプライアンスおよびリスクに関する注意事項
折りたたみナイフの紹介 機械的責任. ロックは安全上極めて重要な部品であり、ロックが故障すると、指が刃に挟まれる恐れがあります。OEM向けに折りたたみナイフを指定する場合は、必ず ロックの疲労試験 (通常、5,000回以上の開閉サイクル)および ロック力の試験 (背面の圧力X N以下では刃が閉じてはならない)。ロックの故障は、折りたたみナイフメーカーにとって#1に基づく損害賠償請求の原因となる。.
ぜひ当社の 固定刃と折りたたみナイフの比較 ユースケースの適合性、法的考慮事項、および製造上のトレードオフについて、より詳細な分析を行うために。.
シェフナイフとポケットナイフの構造比較

すべてのナイフには共通の基本構造がありますが、包丁とポケットナイフは、それぞれまったく異なる用途に合わせて最適化されています。こうした構造上の違いを理解することは、購入者、製造業者、そして特定の用途に合わせてナイフを選定するすべての人にとって不可欠です。.
シェフナイフの構造
シェフナイフは、以下の用途に最適化されています。 まな板の上での繰り返しの切り込み.
| 特徴 | シェフナイフの特徴 | なぜそれが重要なのか |
|---|---|---|
| お腹 | 著しいカーブ(2~3インチ) | みじん切りの際に揺らす動きが可能になります |
| ヒール | 背が高い(45~55 mm) | まな板の上部のナックルクリアランス |
| 強化 | 通常は存在する | バランス、指の保護 |
| 角 | 細く、鋭角(15~20°) | 食材をきれいにスライスする |
| 脊椎 | 薄い(1.5~2.5 mm) | 重量と空気抵抗を低減します |
| 唐 | フルタン仕様(標準) | 業務用としての耐久性 |
| ハンドル | リベット留めされた、衛生的な素材 | お手入れが簡単で、濡れてもしっかり握れる |
| 重さ | 180~280 g | 勢いをつけるには十分な重さ、コントロールするには十分な軽さ |
ポケットナイフの構造
ポケットナイフがあれば 携帯性を考慮した機械的な複雑さ.
| 特徴 | ポケットナイフの特徴 | なぜそれが重要なのか |
|---|---|---|
| ピボット | ベアリングまたはワッシャー付きの中央軸 | スムーズな展開、ブレードの安定性 |
| ロック | ライナー、フレーム、バック、または軸ロック | 指が刃に挟まるのを防ぎます |
| デバイスの開封 | サムスタッド、サムホール、フリッパータブ、ネイルニック | 片手での展開 |
| クリップ | ポケットワイヤーまたはディープキャリークリップ | 安全に持ち運び、素早く取り出せる |
| スペーサー/スタンドオフ | 開いた状態でもハンドル構造を維持する | 余分な重量を伴わない剛性 |
| ブレード | デザインによって異なります。多くの場合、ボルスターは付いていません。 | コンパクトで多用途 |
| ハンドル | 握りやすさを考慮した凹凸加工が施されており、多くの場合、フレームがハンドルとして機能している | 耐久性、美観 |
| 重さ | 80~180 g | 日常的にポケットに入れて持ち歩くのに十分な軽さ |
並べての比較
| 成分 | シェフナイフ | ポケットナイフ |
|---|---|---|
| 主な目標 | スライス効率 | 携帯性+汎用性 |
| ブレードのプロファイル | 丸みを帯びた腹、細い背骨 | 可変式。多くの場合、ストレートまたはクリップポイント型 |
| 強化 | たいていはそうです | いいえ |
| 唐 | フルタン(固定式) | 該当なし(折りたたみ式) |
| 機構 | なし | ピボット+ロックは必須 |
| ハンドルの優先順位 | 衛生、快適さ | グリップの安定性、ポケットへの収納性 |
ぜひ当社の 包丁の部品ガイド、 そして ポケットナイフの構造ガイド 各カテゴリーに関する詳細な解説については。.
開閉・施錠機構

折りたたみナイフにおいて、機構は刃そのものと同じくらい重要です。「構造の基礎」では、その識別方法についてのみ解説しています。機構の物理的原理、法的側面、製造については、各専門ガイドで詳しく解説しています。.
開閉機構
| タイプ | 特徴 | 合法性 | 最適な用途 |
|---|---|---|---|
| 手動開閉 | ネイルニック、サムスタッド、サムホール、フリッパー | どこでも合法 | EDC全般、伝統的なナイフ |
| アシストオープニング | Springは、一度デプロイが開始されるとそのプロセスを支援します | 一部の地域では利用が制限されています | EDCの導入を迅速化 |
| 自動式/スイッチブレード | ボタン操作によるスプリングの展開 | 厳しく制限されている | 軍、法執行機関(法的に認められている場合) |
コンプライアンスに関する注意事項
OEMバイヤーは、自動開閉式または補助開閉式のナイフを製造する前に、販売先の市場の法律を確認する必要があります。自動開閉式ナイフは、以下の国・地域で禁止または規制されています。 米国の15以上の州 およびEUのほとんどの国。カナダ、オーストラリア、英国では、補助開梱は法的なグレーゾーンに位置づけられています。発送前に現地の関税分類を確認してください。.
施錠機構
| タイプ | 仕組み | 強さ | よく見られる |
|---|---|---|---|
| ライナーロック | ばね鋼製のライナーがブレードの後ろに挟まる | 適度 | 低価格帯から中価格帯の折りたたみ式自転車 |
| フレームロック | ハンドルフレーム自体がブレードをロックする | 強い | チタン製EDCナイフ |
| バックロック | 背骨に取り付けられたロックバー | 頑丈で、左右どちらの手でも使える | 従来のフォルダ |
| 軸/クロスバーロック | バーがハンドルの中を滑り込む | とても強い | ベンチメイドと模倣品 |
| 圧縮ロック | 背骨側の改良型ライナーロック | とても強い | スパイダーコ パラミリタリーシリーズ |
コンプライアンスおよびリスクに関する注意事項
英国および多くのEU加盟国では、開いた状態でロックできるナイフは より厳格に分類された ロック機能のない(スリップジョイント式の)ナイフよりも。こうした市場に販売する場合は、 英国法に準拠したスリップジョイント製品ライン これにより、大幅な市場参入が可能になります。ロックインターフェースの材質(スチール製ロック面対チタン製ロック面)によって、長期的な摩耗の程度が決まります。OEM要件において、ロック面のインサート材質を明記してください。.
ぜひ当社の ナイフの開閉機構ガイド そして ナイフロックの種類ガイド 詳細なメカニズムの分解図、適合性マップ、および製造仕様については。.
ナイフの構造に関するよくある質問
「ベベル」と「グラインド」の違いは何ですか?
その ベベル 切削刃を形成する傾斜面です。この グラインド 刃の断面全体のかたち(平ら、中空、凸型など)のことです。ベベルを「刃先の角度」、グラインドを「刃のシルエット」と考えてください。“
ブレードコアとは何ですか?
その ブレードコア クラッド鋼や積層鋼の刃の中心にある硬い鋼材のことです。保護と耐汚染性を高めるため、より柔らかい鋼材で覆われています。この構造により、ナイフ職人は異なる鋼材の優れた特性を組み合わせることができます。詳細については 三層鋼板.
バランスの取れたナイフとはどのようなものか?
バランスが取れたナイフは、指の上に置くと水平に安定します。 平衡点. 刃に重心が偏っている包丁は、刻む作業に適しています。柄に重心が偏っている包丁は、精密な作業を行う際に操作しやすくなります。バランスは、タン(刃の付け根)の長さ、ボルスターの重量、柄の素材の密度、および先端に向かって細くなる形状によって決まります。.
OEM仕様に関する注意事項
ブレードの形状を変更することなく、バランスを調整できます。OEM購入者の場合、目標バランス点(ボルスターからの距離をミリメートル単位で指定)を指定することで、生産ロット全体を通じて一貫した使用感を実現できます。目標 ボルスターの前方、+5~+15 mmの位置 シェフナイフ用;; 0~–5 mm 皮むき用ナイフ用。.
プロの厨房に最適なナイフの構造とはどのようなものですか?
業務用厨房では通常、 フルタン・シェフナイフ 腹部がはっきりとした形状で、ヒール高は45~50 mm、両面研ぎ(片側15~20°)、衛生的なハンドル素材(POM、FRN、または密封加工された木材)を採用しています。ボルスターはオプションですが、洋式シリーズでは一般的です。 日本のプロ用厨房では、ボルスターがなく、腹部の形状がより平らな「和ハンドル」が好まれている。.
ナイフの構造は価格にどのような影響を与えるのでしょうか?
最大のコスト要因は以下の通りです: (1) 刃物の鋼種、, (2) tang 型と ハンドルの組み立て方法, (3) 表面仕上げ、および (4) 機構の複雑さ(フォルダーの場合)。スタンプ成形された刃と射出成形されたハンドルを備えた製品は、 60–80% 以下 手作業で仕上げられたスケールを備えた、鍛造のフルタンナイフよりも。.
| コスト階層 | 一般的な構造 | 小売商品ラインナップ |
|---|---|---|
| エントリー | プレス成形ブレード、パーシャルタン、射出成形ハンドル | $15–$35 |
| 中堅 | 鍛造刃、フルタン、リベット留めのグリップ、サテン仕上げ | $40–$80 |
| プレミアム | 鍛造刃、テーパー加工されたフルタン、最高級素材、鏡面仕上げ/ダマスカス仕上げ | $120–$300+ |
OEMの包丁には、どのタイプの刃が最適でしょうか?
短い答え: フルタング 8インチ以上のシェフナイフ用;; 部分的なタング 5インチ未満の皮むき包丁にのみ使用可能です。.
理由: フルタン構造は、業務用厨房という過酷な環境下でナイフが頻繁に使用される状況において、必要な構造的強度を確保します。 1日あたり500~1,000回の切断サイクル. 部分タンは、持続的なねじり荷重がかかるとハンドル接合部で破損する。コスト差(リベット留めのフルタンとオーバーモールド加工された部分タンの場合、$1.20~$1.80/個)は、以下の方法で回収される。 保証請求件数の減少 そして 小売価格のハイエンドな位置づけ.
プレミアムラインの場合: 考えてみてください テーパー加工されたフルタン (ボルスター部で3.0 mm → バット部で1.5 mm)。これにより、重心が8~12 mm前方に移動し、ピンチグリップ時の操作性が大幅に向上します。この特徴により、 $15–$30の小売プレミアム また、小売価格が$120を超えるナイフには標準装備されています。.
大量発注となるOEMの包丁について、どのような表面仕上げを指定すべきでしょうか?
家庭で料理をする方へ: 次のものを探してください つや消し仕上げまたはサテン仕上げ — これは、日常の使用による傷を目立たなくしつつ、プロらしい仕上がりを実現する「頼れる」仕上げです。料理をするたびに指紋を磨き落とすのが苦にならないのでなければ、鏡面仕上げは避けたほうがよいでしょう。.
購入者の方へ: ストレートサテン仕上げ(400~600グリット) これは、包丁のOEMメーカーにとってコスト面で最適なデフォルト設定です。外観の受容性、耐食性、製造歩留まり(TP4Tの初回合格率95%以上)のバランスが最も優れています。指定してください 不動態化処理 EU・米国向けのすべてのステンレス製ブレードに対して必須の後処理として実施してください。これを怠ると、税関での差し止めや小売業者のコンプライアンス監査の対象となるリスクがあります。.
コストのベンチマーク(1個あたり、8インチのシェフナイフ、最小発注数量1,000個以上):
- ストレートサテン: ベースライン
- きめ細かなサテン仕上げ(800番): +$0.30–$0.50
- ストーンウォッシュ: +$0.50–$0.80
- 鏡面仕上げ: +$2.00–$4.00 (15–25%のスクラップ手当を含む)
- PVDコーティング: +$3.00–$8.00
ナイフの刃にある穴は、何と呼ばれますか?
折りたたみナイフの刃にある穴は、 親指穴 または スパイダーホール. 親指で穴を押すだけで、片手で刃を開くことができます。これはEDC用ポケットナイフによく見られる仕様であり、多くの地域において、スプリングアシスト式や自動開閉機構に代わる合法的な選択肢となっています。.
OEMリスクに関する注意事項
丸いサムホールは、スパイダーコのブランドアイデンティティを象徴するものです。OEMポケットナイフにサムホールを採用する場合は、以下の点を考慮してください。 楕円形や涙形 商標に関する紛争の可能性を回避するため、あるいは丸穴のデザインについて法的承認を得るため。.
ナイフの刃先にある隆起部分は、何と呼ばれますか?
刃の背にある隆起は、次のように呼ばれます。 ジッピング. 。これにより、細かい切り込みを入れる際に、親指や人差し指で刃の背をしっかりと握り込めるようになります。ジッピングは、タクティカルナイフやアウトドアナイフ、一部のEDCナイフによく見られます。.
仕様書から店頭へ:LeeKnivesで独自のナイフシリーズを構築しよう

ナイフの構造を理解することは、顧客に喜ばれる製品を仕様決定するための第一歩です。次のステップは、その仕様を予算内、納期通り、かつ必要な規模で実現できるメーカーを見つけることです。.
LeeKnives は、陽江を拠点とするナイフのOEMおよび卸売メーカーであり、 30年以上の生産実績. 当社は、米国、欧州、アジア太平洋地域の輸入業者、プライベートブランド、小売業者に対し、以下のサービスを提供しています:
- OEM/ODMの全分野 — キッチンナイフ、アウトドア用ナイフ、折りたたみナイフ/EDCナイフ(エントリー、ミドル、プレミアムの各グレード)
- プライベートブランドおよびカスタムパッケージング — ロゴのレーザー彫刻、店頭販売用パッケージ、ハンドル素材のカスタマイズ
- 最小発注数量(MOQ)が少なく、納期が短い — 標準的な30日のリードタイムで、手頃な最低発注数量
- デュアル・ウェアハウジング — 中国または当社の米国フルフィルメントセンターから発送し、国内配送を迅速化します
- 品質コンプライアンス — 各市場の要件に応じて、FDA、LFGB、ISO、およびBSCIの認証を取得可能です
新しいナイフブランドの立ち上げ、製品ラインの拡充、あるいは業績不振のサプライヤーの入れ替えなど、どのような場合でも、当社が製造プロセス全体を管理いたしますので、お客様は事業拡大に専念していただけます。.