購入者がナイフを評価する際、通常は刃の鋼材、刃先の形状、そして柄の素材から検討を始めます。しかし、柄がタン(刃の付け根)の周りにどのように組み立てられているか――ナイフ職人がこれを カバレッジの処理 — これも同様に重要です。これによって、ナイフの強度、バランス、重量、修理のしやすさ、そして製造コストが決まります。.
ここでは、当社のナイフ構造百科事典に掲載されている4つの主なカバータイプについて順を追って解説します―― 2ピースのスケール、1ピースのハンドル、部分的なカバー、そして裸のタン — さらに、実際の製品仕様書に記載される重要なサブタイプも含まれます。.
関連文献: ハンドルの形状や人間工学については、当社の ナイフの柄のデザインガイド. 日本の「和」ハンドルの形状や素材については、以下を参照してください。 日本語の「wa」の用法 そして、私たちのより広範な 日本刀の柄に関するガイド. 締結部品および組立方法については、以下を参照してください。 ナイフの柄の組み立て方法.
1. 2ピース・スケール

あ ナイフの目盛り フルタンナイフの側面に取り付けられた2枚のハンドルパネルのうちの1枚です。「スケール」という用語は常に一対を意味し、1枚で構成されるハンドルは「スケール」とは呼ばれません。2枚のスケールが組み合わさって、フルタンナイフのグリップ部分として目に見える表面を形成しています。.
はかりの作り方
タングの形状は、スケールの内側の形状に合わせて作られています。ピンやリベットが完全に位置合わせされるよう、通常はCNC治具を用いて、タングと両方のスケールを貫通するように穴が開けられます。その後、留め具を圧入し、ハンドル表面と面一になるように研磨します。.
一般的なスケールの厚さ:
- 折りたたみナイフ: 約3 mm
- コンパクトな固定ブレード: 4~5 mm
- フルサイズのシェフナイフまたはアウトドア用ナイフ: 6~8 mm
一般的なはかりの材料
| 材料 | 特徴 | 最適な用途 |
|---|---|---|
| G10 | ガラス繊維エポキシ積層材;安定性が高く、防水性があり、金型に対して耐摩耗性に優れている | EDC、タクティカル、アウトドア |
| ミカルタ | キャンバス/リネン調フェノール樹脂;テクスチャー加工、高級感あふれる手触り、油分を吸収 | ブッシュクラフト、高級キッチンナイフ |
| 炭素繊維 | 軽量で高品質、多くの場合、穴あけ加工なしで接着される | プレミアム・カスタムナイフ |
| 木材/パッカウッド | 温かみのある雰囲気、伝統的、シーリングが必要 | 包丁, 包丁セット |
| 骨/鹿の角/角 | 装飾的な、自然な個体差 | コレクターズアイテム、伝統的なデザイン |
キッチンの取っ手の素材については、以下を参照してください。 包丁の柄.
はかりの長所と短所
| 長所 | 短所 |
|---|---|
| 現場での修理が可能。目盛りを交換可能 | 穴の位置を正確に合わせることが必要です |
| 豊富な素材の選択肢 | 接着剤のみの場合を除き、留め具が見える |
| フルタン構造全体にわたって強力なクランプ力を発揮 | 射出成形よりも手間がかかる |
| 頑丈なナイフに最適なバランス | G10/マイカルタの粉塵は、機械加工時に研磨作用があります |
B2B/OEMに関する洞察: スケールの材質は、刃材に次いで2番目に大きなコスト要因となることが多い。パッカウッドから標準的なG10に変更すると、中規模の生産量の場合、1個あたり0.50~1.50米ドルのコスト増となる。 ピンの直径は、通常、キッチンナイフでは4~6 mm、サバイバルナイフでは5~8 mmです。加工後のスケールの厚さの公差は±0.10~0.20 mm以内とし、高級固定刃ナイフにおいては、スケールとタン(柄軸)の背面の面一度は0.10 mm以内である必要があります。.
2. 一体型ハンドルと一体構造
あ 一体型ハンドル これは、タン(柄の芯)を囲む、単一で連続した柄の素材から成るものです。このカテゴリーには、隠しタン式ハンドル、一体成形(モノブロック)ハンドル、および射出成形オーバーモールドハンドルが含まれます。.

隠しタンナイフでは、タンがハンドル素材の中に完全に包み込まれています。タンには、細いスティックタン、全長にわたる細いタン、あるいは幅の広いカプセル型タンなどがあります。これらに共通しているのは、外側から鋼材が見えないという点です。.
伝統的 日本語 wa-ハンドル が典型的な例です。細い棒状のタン(刃軸)を加熱し、木製のハンドルブロック(通常はマグノリア、ウォールナット、またはエボニー)に焼き付けます。この焼き付けによって強固な摩擦嵌合が生まれ、現代の製造では安定性を高めるためにエポキシ樹脂が追加されることがよくあります。「カラー」と呼ばれる カクマキ または fuchi — 伝統的にはバッファローの角が用いられ、時には金属が使われることもある — これが刃と柄の接合部を補強している。.
一般的な waハンドルの形状 八角形、D字形、楕円形、盾形などが含まれます。.
和風ハンドルの調達や形状に関する完全なガイドについては、以下をご覧ください。 日本の包丁の柄.
北欧 プッコ ナイフも同様の原理を採用しています。細いタンが白樺や角製の柄を貫通しており、柄の根元部分はピーニング加工またはねじ切り加工が施されています。.
一体型/モノブロックハンドル

一体成型のハンドルは、刃とボルスターと同じ固体のビレットから機械加工されています。刃、ボルスター、ハンドルの間に継ぎ目は一切ありません。接合部や弱点をすべて排除しているため、これは最も強度が高く、かつ高価な構造の一つです。.
長所
- 油汚れや細菌が溜まりやすい隙間がなく、継ぎ目のない衛生的な表面
- 組み立て継手が存在しないため、構造上の弱点がなく、あらゆるハンドル設計において最高の衝撃強度とねじり強度を実現します
- 高級感あふれるインダストリアル・スタイリングにより、すっきりとした彫刻的な一体型のシルエットを実現します
- 一般的な故障原因(接着剤の劣化、木材の割れ、スケールの剥離)を解消します
短所
- 修理やアフターマーケットによる改造は現実的ではありません。ハンドルに損傷があると、ナイフ全体が使用不能になってしまいます。
- 鋼材の大量使用に加え、時間のかかる5軸CNC加工が単価を押し上げているため、この構造は高級オーダーメイドナイフやコレクター向けナイフに限定されている。
- 金属製の堅牢な構造は熱伝導率が高いため、グリップ部分が不快なほど熱くなったり冷たくなったりするほか、ナイフ全体の重量が大幅に増加する
- 製造には高い技術的ハードルがあり、専用の5軸マシニングセンターが必要となるため、小規模な工房では拡張性のある大量生産は現実的ではありません。
LeeKnivesでカスタムナイフラインをより早く立ち上げましょう
設計から最終出荷まで、OEM/ODM の完全なサポートにより、成長に集中できます。
米国の倉庫に保管されているため、迅速で信頼性の高い配送が可能です。
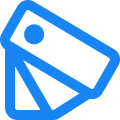
射出成形オーバーモールド加工されたハンドル
溶融ポリマー(PP、ABS、ナイロン、またはガラス繊維強化ナイロン(FRN))を、鋼製金型内のタン周囲に射出成形します。これは大量生産において単価が最も安い方法ですが、金型への初期投資額が高額になります。この方法は、部分的なタンや幅の狭いタンに最も適しています。.
一体型ハンドルのメリットとデメリット
| 長所 | 短所 |
|---|---|
| 継ぎ目のない、衛生的な表面 | 修理や交換がより困難 |
| フルタン・スケールよりも軽量 | 隠しタングの強度は、接着剤や嵌合状態に依存する |
| 有機的な彫刻的な形状を実現 | 一体成型のハンドルには、5軸加工が必要です |
| 伝統的な美学 | バーンインには、一貫性を保つために熟練した作業員が必要となる |
B2B/OEMに関する洞察: 射出成形オーバーモールドは、生産数がおよそ10,000個を超えるとコスト効率が高くなります。一体成形は、材料のロスが生じ、機械加工コストもかかるため、通常は高級ナイフや特注ナイフに限定されます。和風ハンドルの焼き込み加工では、タン(柄軸)の穴の形状がタンの輪郭に厳密に合致している必要があります。焼き込みが過剰になると、木材が弱くなってしまいます。.
3. 部分カバー&ハーフタンハンドル
一部補償 つまり、タンがハンドルに一部しか入り込んでおらず、ハンドルの素材がその短くなった金属芯を覆っていることを意味します。これは単一のデザインではなく、一連のデザイン群です。.
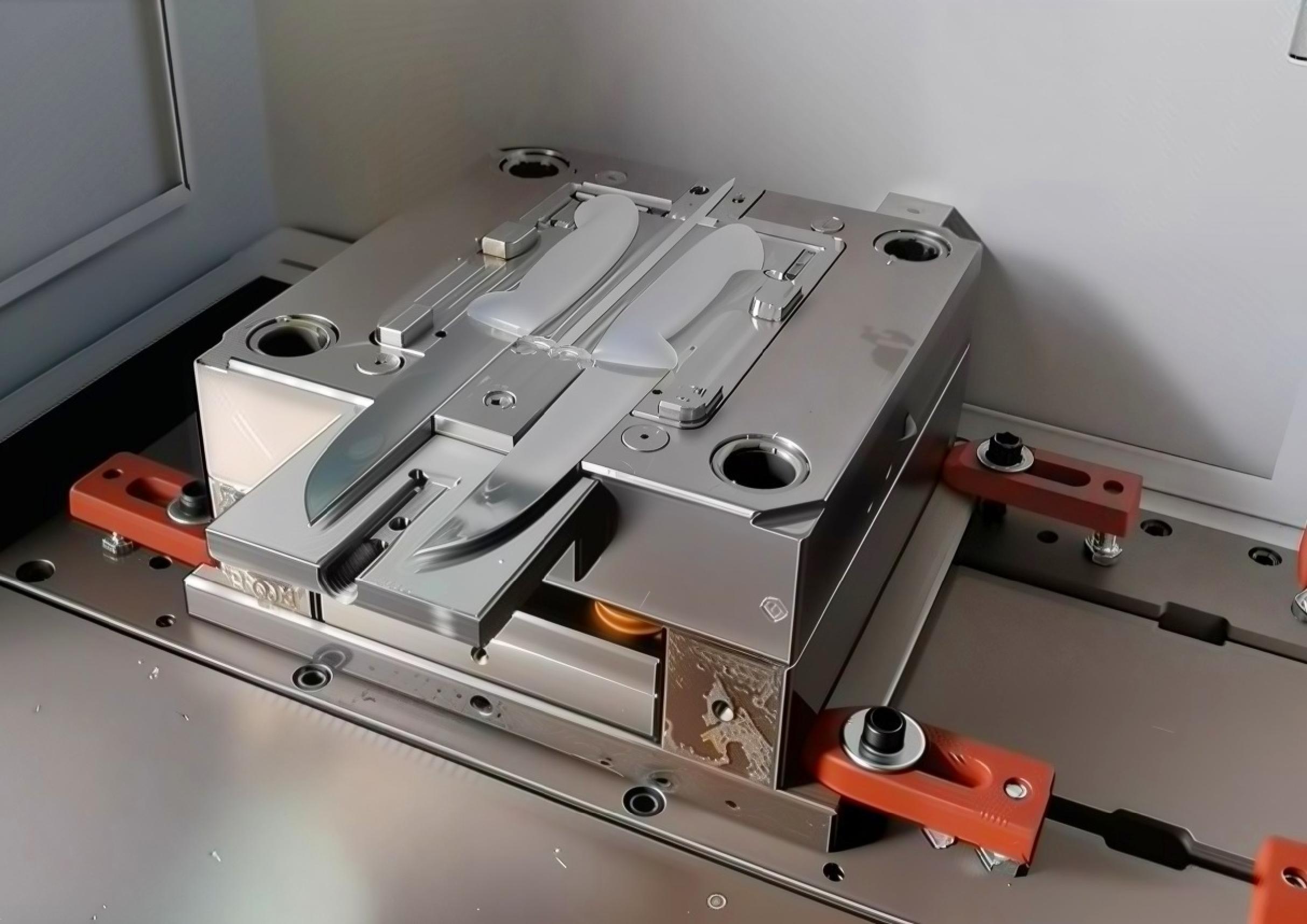
一般的な部分接線型サブタイプ
| サブタイプ | 説明 | 最適な用途 |
|---|---|---|
| ハーフタン/スタブタン | 刃先は柄の中央付近で終わっており、その先では柄の素材が荷重の大部分を支えています。成形プラスチックや複合素材の柄を採用したプレス成形式の包丁によく見られます。. | 軽作業用の皮むき包丁、手頃な価格の家庭用包丁、耐久性よりもコストが重視されるディスプレイ用商品。. |
| スリー・クォーター・タング | タングの長さは約75%で、ハーフタングよりも優れたレバレッジと横方向の安定性を確保しつつ、後部の重量を低く抑えています。. | 強度、重量、コストのバランスが求められる中価格帯のシェフナイフ、万能ナイフ、スライサー。. |
| プッシュタン | 先細りのタンは、あらかじめ成形されたハンドルの凹部に圧入され、接着剤またはエポキシ樹脂で接着されます。組み立てが迅速で、大量生産向けのプレス加工に最適です。. | ハンドルが射出成形されたプレス加工の包丁。組み立て速度と単価が重要な要素となる量販向けSKU。. |
| ネズミオノハギ/スティックタン | 細長い棒状のタンがハンドルの長さの大部分にわたって伸びていますが、断面積は大幅に縮小されています。これにより鋼材の重量を軽減し、ほっそりとしたハンドルの形状を実現しています。. | 日本の伝統的な和柄の柳刃や薄刃、北欧のプッコ、装飾用ナイフなど、力強さよりも軽さと伝統が重視されるあらゆるデザインのナイフ。. |
| 先細りのタン | 刃先から柄元にかけて、タンは徐々に厚みが——場合によっては幅も——狭くなっていきます。これにより、最も必要とされない部分の鋼材を取り除きつつ、全長にわたる芯の強度を維持しています。. | バランス、重量配分、そして職人技が売りとなっている、プレミアムなオーダーメイドおよびセミオーダーメイドのナイフ。. |
部分的な適用範囲が表示される場所
- プラスチック製の柄が付いたお手頃価格のキッチンナイフ
- 日本の伝統的な「和」柄の柳刃と薄刃(当店の 日本の包丁 (コレクション)
- 軽量な皮むきナイフおよび万能ナイフ
- 装飾用または展示用のナイフ
長所と短所
| 長所 | 短所 |
|---|---|
| 全体的な重量が軽い | タンがハンドル内部で終わる部分の弱点 |
| 材料費の削減 | 横方向およびねじれに対する強度が低い |
| ブレードを前方に配置したバランス設計により、精密なスライスが可能 | 接着剤の接着力が弱まると、ハンドルが緩むことがあります |
| 人間工学に基づいたハンドルの設計の自由度 | 激しい刻み作業やバトニングには適していません |
B2B/OEMに関する洞察: プッシュタン構造の信頼性は、ほぼ完全に表面処理とエポキシ樹脂の品質に依存します。ラットテールタンは、過酷な使用環境向けの製品では避けるべきですが、装飾用や軽度の使用を目的としたナイフであれば問題ありません。現代の接着剤により、パーシャルタンの信頼性は向上しましたが、極度の負荷がかかった場合、パーシャルタンはフルタンよりも先に破損してしまいます。.
LeeKnivesでカスタムナイフラインをより早く立ち上げましょう
設計から最終出荷まで、OEM/ODM の完全なサポートにより、成長に集中できます。
米国の倉庫に保管されているため、迅速で信頼性の高い配送が可能です。
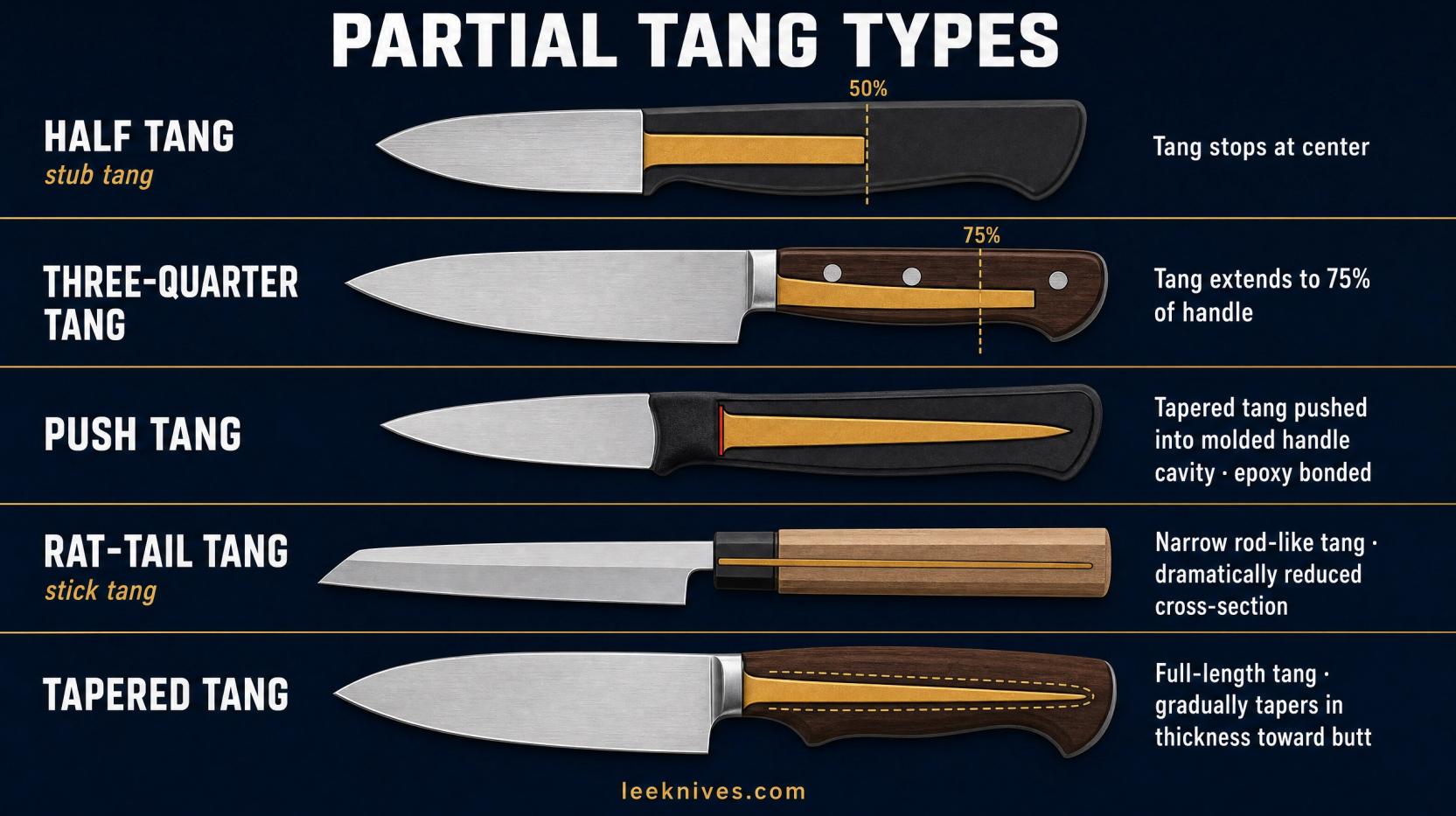
4. ネイキッド・タング/エクスポーズド・タングのハンドル
裸のタン とは、タンが意図的に見えるようにされていたり、突出していたり、あるいはハンドル素材で最小限しか覆われていない状態を指す。.
露出したタンの亜種
| サブタイプ | 説明 |
|---|---|
| フルエクスポーズド・タング | 背びれや側面の鱗の間に、鱗の縁がわずかに見える |
| スケルトン加工されたタン | 軽量化のために穴やスリットが削り出されたフルタン構造 |
| 延長タン | タンは柄の末端から突き出て、鍔、紐通し、あるいは打撃面を形成している |
| 素のタン / パラコード巻き | 目盛りなし。グリップはロープ製またはむき出しの金属製 |

長所と短所
| 長所 | 短所 |
|---|---|
| 構造上の誠実さを最大限に追求する | 氷点下の環境では、冷たさや硬さを感じる場合があります |
| 清掃や点検が簡単 | 長時間使用すると快適さが落ちる |
| スケルトン化により、フルタン構造の強度は維持しつつ、軽量化を実現します | スケルトン穴は、わずかな応力集中点を生じさせる |
| 延長された柄頭部が実用性を高めています | むき出しの鋼材は、メンテナンスを怠ると腐食する恐れがあります |
B2B/OEMに関する洞察: 露出したタン(柄)のデザインは、タクティカルおよびサバイバル市場において「タフさ」を象徴しています。スケルトン化により軽量化は図れますが、応力が最も高くなる刃元から1インチ付近は避けるべきです。延長されたタンには、安全試験に合格するために、角を丸めたエッジと安全なポンメルの形状が必要です。.
見逃してはならない重要なサブタイプ
カプセル入りタン
「エンキャプスレート・タン」とは、ハンドル材で完全に覆われたフルレングスのタンを指します。隠しタンやスティック・タンとは異なり、エンキャプスレート・タンは通常、幅が刃に近いです。ハンドルは、細い棒に被せるのではなく、タンを囲むように成形またははめ込まれています。.
この構造は、フルタングと同等の強度を備えつつ、継ぎ目がなく目立たない外観を実現しています。アウトドア用ナイフや一部のプレミアムな包丁によく見られます。接着品質と気泡のない成形が、品質管理上の重要なポイントです。.
ボタン式タンは、その先端を打ち出しや鍛造によって平らで丸い「ボタン」状、あるいはキノコ状に成形しており、これが機械的なストッパーの役割を果たします。これは、伝統的な短剣や剣、および一部の民族ナイフによく見られる歴史的な製法です。.
積み重ねレザー/ワッシャーハンドル
積み重ね式レザーハンドルは、棒やタンに多くの薄い革や繊維のワッシャーを積み重ね、ポンメルの下で圧縮して作られます。優れたグリップ感とクラシックなミリタリー風の美しさを兼ね備えていますが、水に濡れると膨張することがあり、手入れが必要です。.

| 要素 | フルタン(鱗状) | 隠された唐(ワンピース) | 部分唐 |
|---|---|---|---|
| 強さ | 最高 | サイズが合っていれば高い | 中程度~低程度 |
| 重さ | 最も重い | 軽度から中等度 | 最軽量 |
| バランス | 中央揃え/ハンドル位置は中立 | ブレードを前方に配置するか、中央に配置するか | ブレードを前方へ |
| 製造コスト | 適度 | 低~非常に高い* | 最低 |
| 修理可能性 | 目盛りの交換が可能 | 修理が難しくなる | 多くの場合、修理が不可能な |
| 最適な用途 | シェフナイフ, サバイバル, 戦術 | 伝統的な、, 高級ハンドメイドナイフ, 軽量 | 軽量で手頃な価格の精密スライサー |
* 射出成形された一体型のハンドルは、大量生産すれば非常に安価ですが、一体成型のハンドルは非常に高価です。.
B2B/OEMに関する洞察: フルタンは、ストレスをハンドル全体に分散させるため、プロの厨房用ナイフや頑丈なアウトドア用ナイフでは標準的な選択肢となっています。重量、伝統、あるいはシームレスな美観が重視される場合は、ヒドゥンタンが好まれます。パーシャルタンは、使用用途が軽作業であり、かつコスト目標が厳しい場合にのみ有効な選択肢となります。.
保険適用範囲の取り扱い方が製造とコストに与える影響

被覆タイプの選定は、単なる設計上の決定ではなく、製造上の決定でもあります。主な選択肢とコスト構造の関係は以下の通りです。.
| 補償の種類 | 代表的な製造方法 | コスト・レベル | ベスト・ボリューム |
|---|---|---|---|
| 2ピース式スケール | 鍛造フルタン + CNCによる鱗状加工 + リベット留め | 中くらい | 500~10,000単位 |
| 一体成形 | プレス成形ブレード+射出成形金型 | 1単位あたりのコストが非常に低い | 10,000台以上 |
| 一体型 | 単一のビレットから削り出し | 非常に高い | 少量生産/プレミアム |
| 一部補償 | プレス加工された刃とプッシュタンを成形ハンドルに組み込む | 低い | 大量 |
| 無塗装/スケルトン仕様 | フルタン構造で、機械加工による切り欠きあり | 中~高 | タクティカル/サバイバル分野 |
注目すべきコスト要因:
- 材料: G10やマイカルタは、パッカウッドや射出成形プラスチックよりも高価です。.
- 労働: リベッティング、バーンイン、ピーニングには熟練した作業員が必要です。.
- 金型: 射出成形金型や一体型加工治具は、初期費用が高額です。.
- QC: 面一状態、ピンの位置合わせ、接着剤の空隙、およびタングの露出については、適切に管理する必要があります。.
B2B/OEMに関する洞察: 中型のフルタン・キッチンナイフの場合、柄材をパッカウッドからG10に変更すると、通常、単価が0.50~1.50米ドル上昇します。10,000個以上の注文では、総コストの観点から、射出成形オーバーモールドが機械組立よりも有利になることが一般的です。 1,000本未満のプレミアムラインの場合、リベット留めのハンドルや隠しタン式の和風ハンドルは、通常、金型投資よりも経済的です。.
結論
ハンドルのカバー範囲は、ナイフのデザインにおいて最も過小評価されがちな決定事項の一つです。2ピースのスケール、1ピースの隠しタン、部分的なカバー、あるいはタンが露出しているタイプなど、どの方式を選ぶかによって、ナイフの強度、重量、バランス、コスト、そして修理のしやすさが決まります。.
B2Bのバイヤーやブランドにとって、適切な選択は「用途」「目標価格」「生産数量」という3つの要素によって決まります。プロ用キッチンナイフやアウトドア用ナイフでは、フルタン構造のスケールが主流です。 一体成型のハンドル――大衆市場向けの射出成形品であれ、プレミアムライン向けのハンドバーニング加工を施した和風ハンドルであれ――は、継ぎ目のない美しい外観を実現しています。部分的なカバー仕様は、軽作業用ナイフの重量とコストを抑えます。タンが露出しているデザインは、タクティカル市場において耐久性を象徴しています。.
LeeKnivesでは、以下の製品ラインを含むすべての製品において、これらの構造を採用しています。 包丁, 中国製の包丁, 日本の包丁, 西洋包丁, 特殊ナイフ, 手作りの包丁, 包丁セット、 そして ポケットナイフ. 御社の製品ラインにおけるハンドルの適用範囲、材質、組み立て方法の選定についてサポートが必要な場合は、, 特注品の製造見積もりについては、弊社までお問い合わせください.
よくある質問
ナイフの柄の各部分は、それぞれ何と呼ばれていますか?
ナイフの柄にはいくつかの名称のある部品があり、その正確な呼称は構造の種類によって異なります:
- ハンドル/グリップ — あなたが保有している全量。.
- スケール/スラブ — 両側に取り付けられた2つのハンドルパネル フルタング. フルタン構造のナイフにのみ、スケールが付いています。.
- 唐 — ハンドル内部に伸びる刃の鋼材の部分。これは、フル、隠し、部分、または露出のいずれかである。.
- ボルスター/ガード — 刃と柄の間の太くなった部分で、手を保護し、バランスを保つ役割を果たす。.
- バット/ポメル — ハンドルの後端。.
- ピン/リベット/ネジ — 鱗を柄に固定するための留め具。.
- フェルール/カラー(フチ/カクマキ) — 刃と柄の接合部にある補強リング。これは、一般的に 日本の「わ」ハンドル.
- スペーサー/ライナー — 鱗と柄の間に挟まれる薄い素材の層で、フィット感、断熱性、あるいは美観を目的とするもの。.
関連文献: 取っ手の取り付け方法については、以下を参照してください。 ナイフの柄の組み立て方法.
ナイフの柄の太さはどれくらいが適切でしょうか?
「理想的な」柄の太さというものは一概には言えません。手の大きさ、ナイフの種類、用途によって異なります。一般的な製造仕様やメーカーのガイドラインに基づくと:
| ナイフの種類 | スケールの厚さ(片面あたり) | 仕上げ後の総厚さ |
|---|---|---|
| 折りたたみナイフ / EDC | 約3 mm | 8~10 mm |
| コンパクトな固定ブレード | 4~5 mm | 10~12 mm |
| フルサイズのシェフナイフ | 6~8 mm | 13~16 mm |
| 頑丈なアウトドア用/サバイバルナイフ | 7~9 mm | 15~18 mm |
キッチンでの精密な作業には、細めのハンドル(全幅12~14 mm)が、素早い回転と操作性を可能にします。力強い刻み作業や手の大きなユーザーには、太めのハンドル(全幅16~20 mm)が疲労を軽減し、手のひらにしっかりフィットします。ほとんどのメーカーは、素材を削り落とす方が追加するよりも容易であるため、最初は少し大きめの素材から始め、形を整えていきます。.
OEMインサイト: 加工後のハンドルの厚さの公差は±0.10~0.20 mmの範囲内に収める必要があり、プレミアム固定刃については、刃身と柄の背部の面一さは0.10 mm以内である必要があります。生産ロット全体での一貫性は、人間工学的な観点およびブランドイメージの観点から極めて重要です。.
ナイフの柄には、どのような木材が適していますか?
ナイフの柄に最適な木材は、密度が高く、木目がきめ細かい広葉樹、あるいは安定化処理された木材です。製造に適した素材としては、次のようなものがあります:
- クルミ — 扱いやすく、温かみのある風合い。初心者にも、高級ラインにも適しています。.
- メープル — 淡色で緻密な質感で、ステインや染料がよく染み込みます。染色やオーダーメイドの仕上がりには最適です。.
- パカウッド — 樹脂含浸木材積層材。安定性が高く、耐水性に優れており、包丁によく用いられる。.
- ローズウッド/ココボロ — 天然の油分を含み、耐湿性に優れ、伝統的なデザインや高級感のあるデザインに人気がある。.
- デザート・アイアンウッド — 極めて密度が高く、腐敗に強く、コレクター向けのナイフに最適な素材です。.
- アフリカンブラックウッド — 非常に硬く、安定性があり、事実上防水性がある。.
軟木や木目が粗い木材(未処理の松やレッドオークなど)は、安定化処理が施されていない限り使用を避けてください。これらの木材は、へこんだり、ひび割れたり、刃元部分に湿気がこもりやすいためです。量産用ナイフの場合、天然の広葉樹よりも安定化処理された木材やパッカウッドが好まれます。これらは、反りやひび割れを防ぎ、保証請求を減らすことができるからです。.
関連文献: 詳細については、当社の完全ガイドをご覧ください。 包丁の柄 ナイフの種類ごとの素材のおすすめについては、こちらをご覧ください。.
ナイフの柄には、どのような素材が最適でしょうか?
“「最適」とは、ナイフの用途、予算、対象ユーザーによって異なります。最も一般的な分類は以下の通りです:
| 材料 | 最適な用途 | なぜ |
|---|---|---|
| G10 | EDC、タクティカル、アウトドア | ガラス繊維エポキシ積層材。防水性、安定性、強靭性に優れています。. |
| ミカルタ | ブッシュクラフト、高級キッチンナイフ | キャンバス/リネン調フェノール樹脂;テクスチャー加工が施され、高級感があり、使い込むほどに風合いが増します。. |
| 炭素繊維 | プレミアム・カスタムナイフ | 軽量で高品質、多くの場合、穴あけ加工なしで接着されます。. |
| パカウッド | 包丁、包丁セット | 木材と樹脂を組み合わせた複合材。安定性が高く、手頃な価格で、見た目も美しい。. |
| FRN/射出成形プラスチック | 手頃な価格の大衆向けナイフ | 大量購入なら安価で、軽量、品質が安定している。. |
| アルミニウム/チタン | 戦術的でモダンなデザイン | 丈夫で軽量、インダストリアルなデザイン。. |
| 木材/安定化木材 | 伝統的で温かみのある美しさ | 自然な仕上がりですが、耐久性を高めるためにはシーリングや安定化処理が必要です。. |
| 骨/鹿の角/角 | コレクターズアイテム、伝統的なデザイン | 装飾的な、自然な風合い。. |
業務用包丁や耐久性の高いアウトドア用ナイフには、G10、マイカータ、安定化木材が最も確実な選択肢です。低価格で大ロット生産される製品ラインでは、射出成形されたFRNやパッカウッドを使用することで、品質の均一性を保ちつつコストを抑えることができます。.
B2B/OEMに関する洞察: ハンドルの素材は、刃の鋼材に次いで2番目に大きなコスト要因となることがよくあります。パッカウッドから標準的なG10に変更すると、中規模の生産量では1個あたり0.50~1.50米ドルのコスト増となりますが、射出成形はおよそ10,000個以上からコスト効率が高くなります。 SKUの価格帯、用途、生産数量に合わせて素材を選定してください。.