Knife blade finishes are the final surface treatments applied to a blade after heat treatment and grinding. They control reflectivity, texture, corrosion resistance, and how quickly a knife shows wear.
Whether you are a retailer choosing stock SKUs or an OEM buyer specifying a private-label line, the right blade finish can define your product’s shelf appeal, price tier, and maintenance story.
In this guide, we break down the most common knife finishes — including satin sub-types, stonewash and black stonewash, bead blast, semi-polished and mirror polish, forged and hammered textures, acid etch, blackwash, DLC, PVD, Cerakote, passivation, and more — with a focus on what matters for B2B buyers: cost, MOQ, lead time, and customer satisfaction.
Quick Note: This guide explains the surface treatments applied to knife blades after forging and grinding. For the structural parts that make up a blade — spine, edge, bevel, tip, and more — see our complete complete guide to knife anatomy and parts.
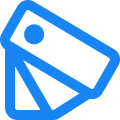
A Visual Guide to Knife Blade Finishes
What Is a Knife Blade Finish?

A knife blade finish is the texture, color, or coating applied to the blade surface after the main grinding and heat treatment steps are complete. It is sometimes called the blade’s “final skin.” The finish affects three things every buyer cares about:
- Appearance: matte, reflective, dark, textured, or two-tone.
- Corrosion resistance: smooth or coated surfaces resist rust better than rough, open surfaces.
- Wear behavior: some finishes hide scratches; others show every mark.
Finish is different from blade grind. Grind refers to the cross-sectional geometry of the blade (flat, hollow, convex), while finish refers to the surface condition of the steel. You can read more about how grind shapes performance in our knife grinds guide.
Complete Blade Finish Guide (Quick Reference)
| Finish | Process | Appearance | Corrosion Resistance | Scratch Hiding | Cost Tier | Best Use Case |
|---|---|---|---|---|---|---|
| Satin | Belt / hand sanding | Soft sheen, grain lines | Moderate | Low | $ | All-around production knives |
| Brushed | Wire brush / wheel | Coarse, industrial | Moderate | Medium | $ | Work knives, tactical |
| Stonewash | Tumbling with media | Matte, worn texture | Good | Excellent | $$ | EDC, hard-use folders |
| Bead Blast | Media blasting | Even matte gray | Moderate (needs care) | Medium | $ | Tactical, coating prep |
| Semi-Polished | Multi-stage polishing | Soft reflective sheen | Good | Low | $$ | Mid-premium Japanese chef knives |
| Mirror Polish | Progressive polishing | Highly reflective | Good | None | $$$ | Premium chef, collector |
| Black Stonewash | Blackening + tumbling (hybrid) | Dark matte, worn | Very good (PVD base) / Moderate (chemical base) | Excellent | $$ | Tactical EDC, premium hard-use |
| Forged Finish | Retained forge scale | Dark, rustic texture | Moderate | Medium | $$ | Artisan, rustic outdoor knives |
| Hammered / Tsuchime | Hammer or die texture | Dimpled, artisan | Moderate | Medium | $$$ | Premium Japanese kitchen knives |
| Acid Etch | Chemical bath | Dark, oxidized | Moderate | Medium | $$ | Damascus, custom EDC |
| Darkwash | Acid + stonewash | Near-black, worn | Good | Excellent | $$$ | Premium tactical EDC |
| Black Oxide | Chemical conversion | Flat black | Low-moderate | Low | $ | Budget tactical, display |
| DLC | PVD carbon film | Deep black, smooth | Excellent | Very high | $$$ | Premium hard-use, marine |
| PVD / TiN / TiCN | PVD thin film | Black, gold, gray | Good | High | $$$ | Colored premium finishes |
| Cerakote | Ceramic-polymer bake | Wide color range | Very good | Medium | $$ | Tactical, hunting, color matching |
| Powder Coat | Electrostatic powder | Thick, even color | Good | Medium | $$ | Outdoor fixed blades |
| Passivation | Acid treatment of stainless | No visible change | Very good | N/A | $ | Stainless export, food-service knives |
Mechanical Blade Finishes
Mechanical finishes change the surface of the steel through physical abrasion, tumbling, or polishing. They do not add a separate material, so they cannot chip or peel. They can, however, show wear over time.
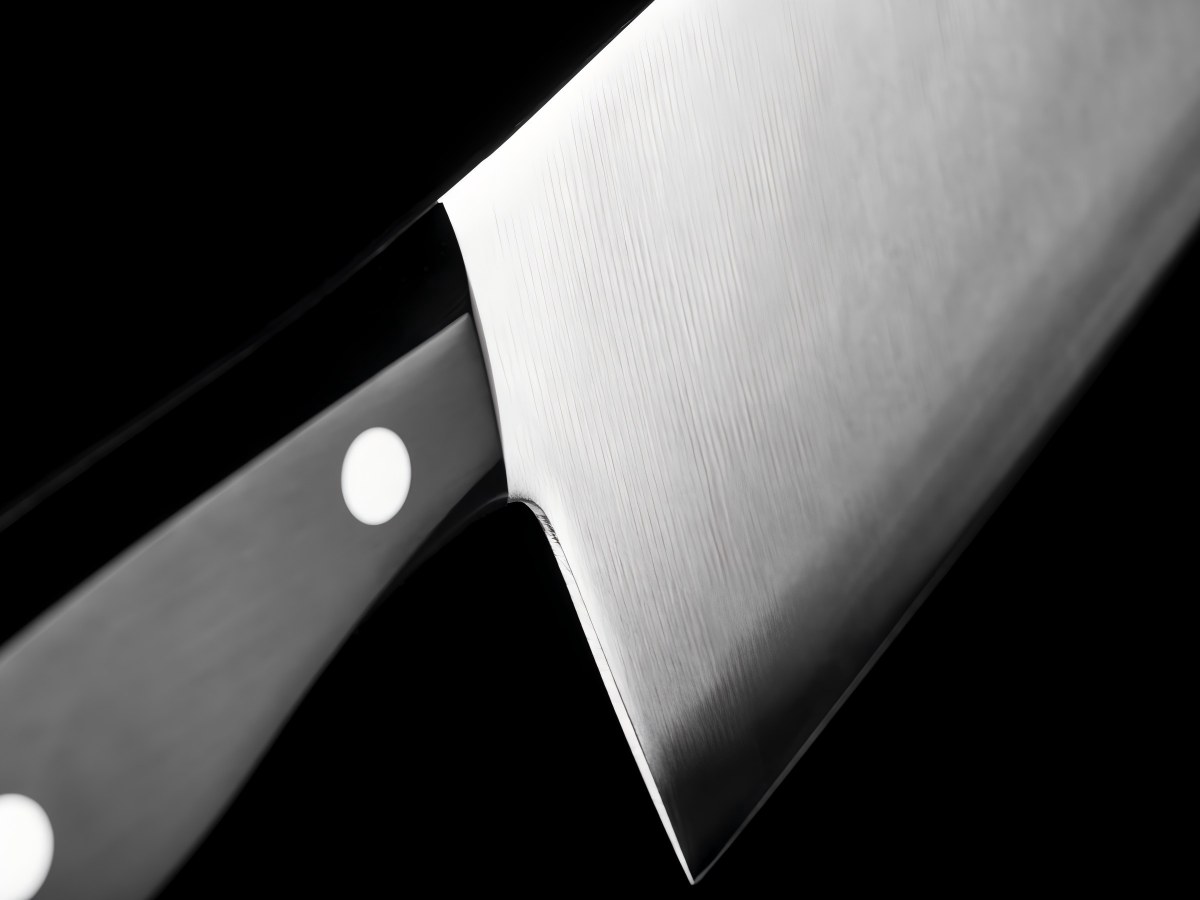
Satin / Brushed Finishes
Satin Finish

A satin finish is created by sanding or belt-grinding the blade in one direction with progressively finer abrasives.
The result is a soft, low-glare surface with fine, parallel grain lines. Satin is the default finish on most production knives because it balances looks, cost, and ease of repair.
Within satin, buyers commonly specify three sub-types:
- Straight Satin Finish: A single-direction belt produces vertical grain running from spine to edge. It is the most common and cost-effective satin option, and it is the default choice for many OEM kitchen knife orders. QC focus: grain direction must be consistent, with no broken or cross-grain scratches.
- Fine Satin Finish: Higher-grit abrasives (typically 600–800 grit) create a smoother, more refined surface with a softer reflection. The target surface roughness (Ra) usually falls between 0.4 and 0.8 μm. Cost is slightly higher than straight satin, and Ra stability should be written into the specification.
- Cross Satin Finish: The belt is oriented horizontally, producing a lateral grain that helps hide longitudinal scratches. It requires dedicated tooling or technique, so unit cost is higher and it is often seen on designer or premium production lines.
Pros:
- Clean, professional appearance.
- Less reflective than mirror polish; good for kitchen and outdoor use.
- Scratches can often be refinished with sandpaper.
- The satin family offers clear price/quality tiers for SKU planning.
Cons:
- Shows scratches and fingerprints more than stonewash.
- Does not hide use marks as well as textured finishes.
Best for: chef knives, everyday carry folders, and mid-range product lines where appearance matters but hard-use wear is expected.
B2B Insight: Satin is the workhorse finish of the knife industry. It gives blades a clean, professional look while hiding minor daily-use scratches, making it both attractive and practical for volume production.
Brushed Finish
A brushed finish is similar to satin but usually produced with a wire brush or abrasive wheel rather than a sanding belt. The texture is slightly coarser and more industrial. It is often combined with satin flats for a two-tone effect.
Pros:
- Lower labor cost than hand-satin.
- Hides minor scratches better than pure satin.
Cons:
- Can look utilitarian rather than premium.
Best for: work knives, tactical folders, and budget-to-mid-range SKUs.
Hand-Rubbed / Hand-Satin Finish

Image source: Reddit
A hand-rubbed finish is produced by manually sanding the blade through progressively finer grits. This labor-intensive process appears on premium and collector-grade knives where craftsmanship is part of the value proposition.
Pros:
- Distinctive, high-end appearance.
- Shows the maker’s attention to detail.
Cons:
- Adds significant labor cost.
- Shows scratches readily.
Best for: premium chef knives, custom folders, and limited editions.
Stonewash / Matte Finishes
Stonewash Finish

A stonewash finish is produced by tumbling blades in a drum with abrasive media such as ceramic stones, ball bearings, or synthetic chips. The process creates a random pattern of tiny impacts that gives the blade a matte, worn-in look.
Pros:
- Hides scratches and fingerprints exceptionally well.
- Low maintenance because new wear blends into the texture.
- Reduces glare.
Cons:
- Can dull the edge slightly; blades are usually resharpened after tumbling.
- Less formal appearance than satin or mirror polish.
Best for: EDC pocket knives, outdoor knives, and any product line marketed as “hard use.”
Black Stonewash Finish (Hybrid: Coating + Mechanical)

Stonewashed Finish 8Cr13MoV 2Cr13 Folding Knife LKFDK10022
A black stonewash finish starts with a PVD or chemical blackening treatment, after which the blade is stonewashed. The result keeps the scratch-hiding texture of standard stonewash while adding a tactical black hue.
If the base layer is PVD/DLC, corrosion resistance improves significantly; if it is chemical blackening, the benefit is mainly aesthetic and the finish still requires oil maintenance for rust prevention.
Pros:
- Hides wear like standard stonewash.
- Adds a tactical aesthetic that commands a price premium in EDC.
- Better corrosion resistance than raw stonewash.
Cons:
- Adds process steps and cost compared with standard stonewash.
- Color consistency depends on the base blackening step.
Best for: tactical folders, premium EDC, and any line targeting the hard-use tactical segment.
Note: This is a hybrid finish that combines a pre-applied coating or chemical conversion layer with mechanical stonewashing. It is not a pure mechanical finish because it adds a separate material layer.
Bead-Blasted Finish

A bead-blasted finish is created by shooting fine glass, ceramic, or steel beads at the blade under high pressure. The result is an even, matte gray surface with very low reflectivity.
Pros:
- Uniform, non-reflective appearance.
- Often used as a prep step before coating because it increases adhesion.
Cons:
- Blasting creates microscopic pockets that can trap moisture.
- More prone to corrosion than satin or stonewash unless protected by oil or coating.
Best for: tactical knives, coated blades, and situations where glare must be minimized.
B2B Insight: Bead blasting is affordable and fast, but it can raise return rates in humid markets if the base steel is not corrosion-resistant. Pairing bead blast with a light oil coating or a PVD/DLC layer is a common risk-control strategy.
Polished Finishes
Semi-Polished Finish
A semi-polished finish sits between satin and full mirror polish. The blade is taken through multiple polishing stages but stops short of a flawless reflective surface. In direct light you may still see faint haze or hairline marks.
Pros:
- More refined than satin without the cost and yield risk of a full mirror polish.
- Popular compromise for mid-to-high-end Japanese kitchen knives.
Cons:
- Does not deliver the “showroom” impact of mirror polish.
- Still shows scratches and fingerprints more readily than satin.
Best for: mid-premium chef knives, Japanese-style blades, and lines that need a step-up aesthetic without premium pricing.
Mirror Polish Finish

Image source: Reddit
A mirror polish is achieved by polishing the blade through progressively finer compounds until the surface reflects like a mirror. It is the most refined mechanical finish and is common on high-end Japanese kitchen knives and collector pieces.
Pros:
- Exceptional aesthetics and perceived value.
- Smooth surface resists corrosion because moisture has fewer places to settle.
- Reduces food sticking in kitchen knives.
Cons:
- Shows every scratch and fingerprint.
- Labor-intensive, which raises unit cost.
- Scrap rates are high because any inclusion in the steel or handling scratch becomes visible.
- Impractical for hard-use or tactical knives.
Best for: presentation knives, high-end chef knives, collectible folders, and gift-oriented SKUs.
B2B Insight: Mirror polish carries the highest cost and highest yield risk of any mechanical finish. Always factor scrap and rework into quoting, and reserve it for customers who value aesthetics over utility.
Forged and Hammered Finishes
These finishes preserve or create texture on the blade surface rather than removing it. They are especially popular in Japanese and artisan-style kitchen knives.
Forged-Style Finish

Image source: Reddit
A forged-style finish simulates the dark, rugged look of traditional forge marks and fire scale. On artisan pieces this may retain actual forging texture; on production knives it is typically replicated through die-texturing or acid etching for consistency and food safety.
Pros:
- Strong artisan and “blacksmith” story for branding.
- Distinctive appearance that differentiates premium lines.
Cons:
- The oxide layer must be firmly bonded. If it flakes off, it can contaminate food and create a quality complaint.
- Not suitable for users who expect a clean, uniform surface.
Best for: rustic kitchen knives, outdoor fixed blades, and artisan-style collections.
Hammered / Tsuchime Finish

5Cr15MoV Pakkawood Nakiri 167 mm Hammered Finish KKDA0326
A hammered finish is created by hand-hammering the blade or pressing it with a textured die. The small indentations create air pockets that reduce food sticking, especially on starchy vegetables.
In Japanese knife making, this technique is called tsuchime and is typically done by hand with finer, more irregular patterns.
Pros:
- Visually striking and strongly associated with premium Japanese knives.
- Reduces sticking during slicing and chopping.
- Strong perceived value and pricing power.
Cons:
- Adds labor and process time after grinding, so cost is higher than plain satin.
- Hammer depth and pattern must be consistent across the batch.
Best for: Japanese chef knives, santoku knives, and premium kitchen lines where both performance and aesthetics matter.
B2B Insight: Hammered texture is not an unprocessed surface. A good tsuchime finish is applied after the blade is ground, then carefully controlled for depth and distribution.
When quoting, distinguish between die-pressed hammered (faster, lower cost, suitable for volume) and hand-hammered tsuchime (higher labor, premium positioning). Factor the extra operation into both labor quotes and QC plans.
Coated Blade Finishes
Coatings deposit a separate material onto the blade surface. They provide barrier protection against corrosion and wear, but they can chip or wear through over time.
B2B Insight: Every coated blade should leave the factory with verified adhesion and abrasion data. Cross-cut (tape) testing and wear testing are the standard QC checkpoints; ask your supplier for test reports, especially on first-run orders.
Food-Safety Note: Not all coatings meet FDA or EU food-contact regulations. DLC, PVD (TiN/TiCN), and Cerakote H-series are generally food-safe when properly cured; always request material safety data sheets (MSDS) and food-contact compliance certificates from your coating supplier for export orders.
DLC Coating (Diamond-Like Carbon)

DLC coating is a thin carbon film applied through physical vapor deposition (PVD) or plasma-assisted chemical vapor deposition (PACVD) in a vacuum chamber.
It is one of the hardest and most wear-resistant blade coatings available, with hardness ratings typically ranging from 1,500 to 2,500 HV depending on the specific formulation and deposition parameters.
Pros:
- Exceptional wear and abrasion resistance.
- Excellent corrosion barrier.
- Low friction; food and tape residue wipe off easily.
- Deep black, non-reflective appearance.
Cons:
- Highest coating cost.
- Premium steels like MagnaCut require low-temperature DLC to avoid damaging heat treatment.
- Edge microbevels expose bare steel after sharpening.
Best for: premium tactical knives, hard-use EDC, marine environments, and high-end kitchen knives.
B2B Insight: DLC adds the most cost per unit but also the strongest selling story. It is a key differentiator in the $80+ pocket knife segment and can justify a 15–30% retail price premium over satin or stonewash.
PVD Coating (Physical Vapor Deposition)

PVD coating is an umbrella term for thin-film coatings applied in a vacuum. DLC is most commonly applied via PVD or PACVD processes, so while there is overlap, not all PVD coatings are DLC.
Other common PVD coatings include titanium nitride (TiN, gold), titanium carbonitride (TiCN, black/gray), and titanium aluminum nitride (TiAlN).
Pros:
- Hard, thin, and wear-resistant.
- Available in multiple colors beyond black.
- Good corrosion and oxidation resistance.
Cons:
- Quality varies widely by supplier.
- Deep scratches can expose base metal.
Best for: colored finishes, mid-to-premium EDC, and brands wanting visual variety.
Cerakote Coating

Image source: Reddit
Cerakote is a ceramic-polymer coating originally developed for firearms. It is sprayed on and then baked to cure. It is available in a wide range of colors and patterns.
Pros:
- Excellent color options and custom effects.
- Strong corrosion protection in salt-fog testing.
- Good for matching brand colors.
Cons:
- Less abrasion-resistant than DLC.
- Can wear at high-friction points such as pivots.
- Application quality is heavily dependent on surface prep and curing.
Best for: tactical knives, hunting knives, and brands prioritizing color customization.
Powder Coat

Powder coat is a dry powder applied electrostatically and cured under heat. It creates a thick, tough, even layer.
Pros:
- Durable and thick.
- Wide color range.
Cons:
- Heavier and thicker than PVD or DLC, which can affect fine tolerances on folding knives.
- Less refined appearance than ceramic or carbon coatings.
Best for: fixed-blade outdoor knives, budget tactical lines, and tools where precision fit is less critical.
Teflon / Non-Stick Coating

Image source: Reddit
Teflon and similar non-stick coatings are common on budget kitchen knives but rare on performance-oriented or professional-grade blades because they wear off quickly under blade friction and sharpening.
They are better suited to light-duty utility knives where edge retention is not critical.
Pros:
- Reduces sticky buildup.
- Inexpensive.
Cons:
- Less durable than ceramic or PVD coatings.
- Not ideal for kitchen knives that require food-safe, high-performance edges.
Best for: light-duty utility knives and non-food applications.
Coating Thickness Reference for B2B Specs: DLC films are typically 1–3 μm thick; standard PVD coatings range 1–5 μm; Cerakote builds to 25–50 μm. These thicknesses affect edge geometry tolerances, especially on folding knives where pivot clearances are critical.
Chemical & Conversion Finishes
These finishes change the surface chemistry of the steel rather than adding a separate layer. They are thinner and less protective than coatings, but they can also be more durable because there is no film to chip.
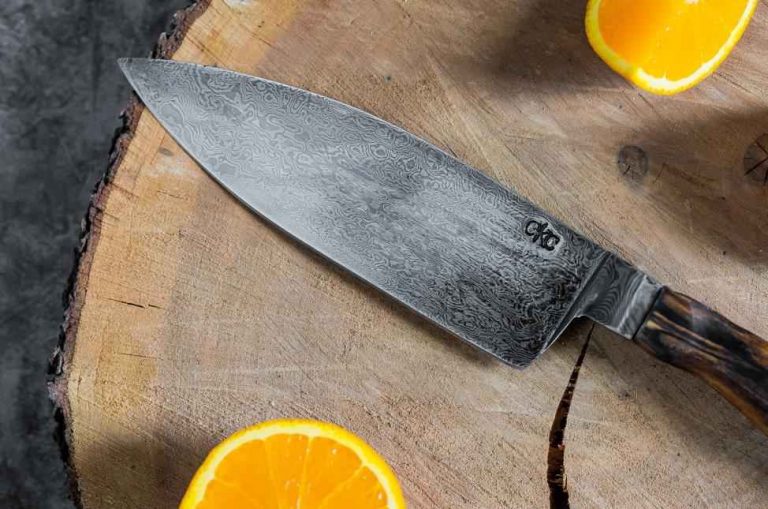
Acid Etch / Acid Wash

Image source: YouTube
An acid etch finish is created by submerging the blade in an acidic solution such as ferric chloride or vinegar. The acid reacts with the steel to darken the surface and create an oxide layer. This layer is not permanently stable in humid environments and benefits from oil or coating protection to prevent continued corrosion.
The term acid wash is sometimes used when the primary goal is to remove heat-treatment scale or forge marks and leave a deep gray matte surface; this can also be combined with stonewashing for an acid-stonewash effect.
Pros:
- Creates a dark, low-reflectivity appearance.
- The oxide layer adds mild corrosion resistance.
- Works beautifully on Damascus and high-carbon steels, where it reveals layered patterns.
Cons:
- Results vary by steel chemistry; stainless steels etch lighter than carbon steels.
- Requires careful process control to avoid uneven coloring.
Best for: Damascus knives, custom EDC folders, and brands wanting a dark, tactical aesthetic.
Damascus / Pattern-Welded Finish: Not a surface treatment per se, but a structural steel pattern revealed by acid etching. The layered steel creates distinctive wavy lines.
This is a premium finish category that commands 40–60% wholesale/OEM premiums and often 100–200%+ retail premiums due to material and labor costs.
Acid Stonewash / Darkwash (Hybrid: Chemical + Mechanical)

Image source: Reddit
Acid stonewash combines acid etching with tumbling. The blade is darkened first, then stonewashed to create a worn, matte texture. Darkwash refers to the darkest version of this finish, often appearing nearly black.
Pros:
- Excellent scratch hiding.
- Low glare with added corrosion protection from the oxide layer.
Cons:
- Color depth depends on carbon content, so results vary by steel.
- Adds process steps and cost.
Best for: premium EDC, tactical, and outdoor knives.
Black Oxide / Gun Blue

Image source: Reddit
Black oxide is a chemical conversion coating that turns the steel surface into black iron oxide (magnetite). Gun blue is a similar process traditionally used on firearms.
Pros:
- Very low reflectivity.
- Adds some corrosion resistance and reduces glare.
- Inexpensive compared to PVD or DLC.
Cons:
- Offers only mild rust protection; usually needs oil or wax maintenance.
- Scratches expose bright steel underneath.
Best for: budget tactical knives, display pieces, and historical reproductions.
Electro-Polished Finish
An electro-polished finish uses an electrolytic bath to dissolve microscopic surface peaks. The result is a smoother, cleaner surface with improved corrosion resistance.
The reduced surface roughness means fewer microscopic crevices where moisture and organic residue can accumulate, supporting easier cleaning and hygiene maintenance.
Pros:
- Greatly improves stainless steel corrosion resistance.
- Creates a hygienic, easy-to-clean surface.
- Common requirement for food-service and medical-grade knives in Europe and North America.
Cons:
- Adds process cost and requires proper wastewater handling.
- Does not create a decorative dark color on its own.
Best for: professional kitchen knives, medical or laboratory blades, and any export order with strict hygiene standards.
Passivation

Passivation is a chemical treatment, usually with nitric or citric acid, that removes free iron from the surface of stainless steel and encourages the formation of a dense chromium-oxide layer.
It does not change the blade’s visible finish, but it significantly improves corrosion resistance.
Pros:
- Near-invisible protection with minimal visible change to the blade surface.
- Often required for stainless steel knives exported to the EU and US.
- Suppliers can usually provide passivation certificates for compliance documentation.
Cons:
- Only effective on stainless steels; not a substitute for coating carbon steel.
- Adds a process step and testing cost.
Best for: stainless steel kitchen knives, marine knives, and any product line where corrosion testing or food-safety certification is required.
B2B Insight: Passivation is the invisible quality gate for many export markets. If your customers require food-contact compliance, ask your supplier for passivation certification and salt-spray test data.
How Blade Finish Affects Manufacturing Cost & MOQ
For OEM and wholesale buyers, finish choice directly affects tooling, labor, outsourcing, and minimum order quantities.
In-House vs. Outsourced Finishes
Most Chinese knife factories handle satin, brushed, stonewash, bead blast, and black oxide in-house. DLC, PVD, Cerakote, and powder coat usually require sending blades to a specialized coating facility, which adds lead time and raises MOQ.
| Finish | Typical Process Location | MOQ Impact | Lead Time Impact |
|---|---|---|---|
| Satin / Brushed | In-house | Low | Minimal |
| Stonewash / Black Stonewash | In-house | Low | +1–2 days |
| Bead Blast | In-house | Low | Minimal |
| Semi-Polish / Mirror Polish | In-house (skilled labor) | Medium | +2–4 days |
| Forged / Hammered | In-house (tooling / labor) | Medium | +1–3 days |
| Acid Etch | In-house or subcontract | Medium | +1–2 days |
| Passivation | In-house or subcontract | Low-Medium | +1 day |
| DLC / PVD | Specialized subcontractor | High | +5–10 days |
| Cerakote | Specialized subcontractor | High | +5–10 days |
| Powder Coat | Specialized subcontractor | Medium-High | +3–7 days |
B2B Insight: If your first order is below 500 units, stick to in-house mechanical finishes to keep MOQ flexible. Coated finishes often require batch processing at the coating facility, where minimum lot charges can make small runs uneconomical.
Cost Tiers in Practice
- Entry ($): Satin, brushed, bead blast, black oxide. These add the least to unit cost and are easiest to scale.
- Mid ($$): Stonewash, black stonewash, acid etch, powder coat, entry PVD, forged finish, passivation. These add moderate cost but strong visual differentiation or compliance value.
- Premium ($$$): Hand-rubbed satin, semi-polished, mirror polish, hammered/tsuchime, DLC, high-grade Cerakote. These command higher retail prices and are best paired with premium steels and handle materials.
If you are sourcing a complete knife line, remember that finish interacts with other specs. A Damascus chef knife with an acid-etched or mirror-polished finish sits in a very different price tier than the same pattern with a satin finish.
Choosing the Right Blade Finish by Application

Different end users value different finish properties. Use the matrix below to guide SKU planning.
| Use Case | Recommended Finish | Why |
|---|---|---|
| Professional kitchen | Satin, mirror polish, or electro-polished | Hygienic, easy to clean, meets hygiene standards |
| Home kitchen / gift | Satin, Damascus + acid etch, or hammered/tsuchime | Balanced looks, lower maintenance, anti-stick appeal |
| Japanese kitchen knives | Semi-polished, hammered/tsuchime, or mirror polish | Premium aesthetic with reduced sticking |
| EDC pocket knife | Stonewash, darkwash, black stonewash, or DLC | Hides wear, resists corrosion |
| Tactical / duty | DLC, Cerakote, or black oxide | Low reflectivity, protective barrier |
| Outdoor / hunting | Stonewash, Cerakote, or powder coat | Durable, hides field wear |
| Marine / coastal | DLC, high-grade PVD, or passivated stainless | Best corrosion barrier |
| Collector / premium | Mirror polish or hand-rubbed satin | Showcases craftsmanship |
| Artisan / rustic | Forged finish or hammered texture | Hand-worked story and visual differentiation |
For retailers building a mixed catalog, our types of knives guide can help you match blade finish to the right product category and customer segment.
Blade Finish Maintenance by Type

Finish also affects how much care your customers need to give the blade. This matters for returns, reviews, and repeat purchases.
- Satin, semi-polished, and mirror polish: Wipe dry after use; apply light oil in humid climates. Scratches on satin can be refinished with fine sandpaper worked in the direction of the grain.
- Stonewash, darkwash, and black stonewash: Low maintenance. Clean with mild soap, dry thoroughly, and oil occasionally in wet environments.
- Bead blast: Dry immediately after use. A light coat of oil helps prevent rust in the micro-pockets created by blasting.
- Forged and hammered finishes: Clean with mild soap and a soft brush; dry thoroughly. If the blade has a retained oxide layer, avoid aggressive scrubbing that could loosen it.
- DLC and PVD: Wipe clean with a soft cloth. For apparent scratches, try a pencil eraser first — many “scratches” are actually material transfer from softer metals and wipe off easily.
- Cerakote: Avoid abrasive cleaners. Touch up worn areas professionally if needed.
- Black oxide / gun blue: Re-oil regularly. The finish offers only mild protection and can wear through with heavy use.
- Passivation and electro-polish: No special consumer maintenance is required; the benefit is embedded in the surface chemistry. Normal washing and drying are sufficient.
Conclusion
Choosing the right knife blade finish is about more than looks. It affects corrosion resistance, wear visibility, maintenance expectations, manufacturing cost, and ultimately your retail margin.
Whether you need a clean satin chef knife, a hard-use stonewashed folder, or a premium DLC-coated tactical blade, the finish should match both your customer’s use case and your production budget.
Source Custom Knife Finishes with LeeKnives

At LeeKnives, we help retailers, distributors, and private-label brands source knives with the exact finish, steel, and handle configuration their market demands. With over 30 years of manufacturing experience in Yangjiang, we support:
- OEM knife manufacturing — custom designs from sketch to shipment.
- Private label knife services — logo engraving, branded packaging, and finish selection.
- Wholesale knife supply — catalog SKUs with flexible MOQs and fast lead times.
- Global fulfillment — shipping from China or our US warehouse.
Ready to build your next knife line with LeeKnives? Request a quote and let our team recommend the right blade finishes, steels, and specs for your customers.
Frequently Asked Questions
What is the most durable knife blade finish?
DLC coating is generally the most durable blade finish in terms of hardness, wear resistance, and corrosion protection. It is harder than any knife steel and forms an excellent barrier against moisture and abrasion. However, it is also one of the most expensive options.
Does blade finish affect cutting performance?
Blade finish does not affect sharpness. Edge geometry and steel determine how well a knife cuts.
Finish can influence cutting feel slightly — polished surfaces glide through material, while textured surfaces may reduce sticking on certain foods — but the difference is usually minor.
What blade finish hides scratches best?
Stonewash, darkwash, and acid stonewash hide scratches best. Their random, textured surfaces absorb new marks into the existing pattern. Mirror polish and satin show scratches most easily.
What is the difference between satin and stonewash blade finishes?
Satin is produced by sanding or belt-grinding in one direction, leaving fine, parallel grain lines and a soft sheen. Stonewash is produced by tumbling the blade with abrasive media, creating a random, matte, worn-in texture.
Satin looks more formal and shows scratches more readily; stonewash is lower maintenance and hides wear better.
What is a BlackWash blade finish?
BlackWash is a brand-agnostic term for a dark acid stonewash or darkwash finish. The blade is acid-etched to darken the steel, then stonewashed to create a worn, near-black surface. It combines the scratch-hiding texture of stonewash with a tactical black appearance.
Is bead blast bad for corrosion resistance?
Bead blasting can reduce corrosion resistance because the process creates microscopic pockets where moisture collects.
This risk is higher on carbon steels and in humid environments. The risk can be managed by pairing bead blast with an oil coating, PVD, or DLC.
What is the difference between DLC and PVD?
PVD is a process. DLC is a specific coating applied using a PVD-related process. So all DLC is applied via PVD or PACVD, but not all PVD coatings are DLC.
Other PVD coatings include TiN, TiCN, and TiAlN, which come in colors like gold and gray.
Which is better, PVD or CVD?
For knife blades, PVD is far more common than CVD (chemical vapor deposition). PVD runs at lower temperatures, so it is less likely to affect blade heat treatment.
CVD can deposit thick, durable coatings but usually requires higher temperatures that may soften or temper thin blade sections. Most production knife coatings are PVD or PACVD-based.
PVD or Cerakote: which is better?
PVD is harder, thinner, and more abrasion-resistant, making it the better choice for blades that see heavy cutting or folding action.
Cerakote offers more color choices and strong corrosion protection, but it is slightly less abrasion-resistant and can wear at high-friction points like pivots. Choose PVD for durability and Cerakote for color customization.
How long does a PVD coating last?
On a well-made blade, a quality PVD coating can last for years of normal use without flaking or significant wear. Lifespan depends on the coating type, thickness, surface prep, and how hard the knife is used.
Heavy prying, scraping, or repeated sharpening will eventually expose bare steel at the edge or contact points.
Can I change the finish on an existing knife?
Mechanical finishes like satin and stonewash can be restored or changed at home with abrasives and tumbling media.
Coatings like DLC and PVD require specialized vacuum equipment and must be done professionally. Cerakote can be reapplied by a qualified applicator.
Which finish is best for kitchen knives?
For professional kitchen knives, satin and mirror polish are popular because they are easy to clean and look refined. For home cooks who want lower maintenance, satin or tsuchime (hammered) finishes work well.
Avoid non-stick coatings on kitchen knives intended for high-heat or heavy-use culinary environments.
What is a hammered or tsuchime finish?
A tsuchime or hammered finish is created by striking or pressing the blade surface to produce small dimples. The dimples create air pockets that reduce food sticking, which is why the finish is popular on Japanese santoku and chef knives.
It is also visually distinctive and associated with hand-forged quality, although many production versions use textured dies.
What is passivation and do I need it?
Passivation is an acid treatment that removes free iron from stainless steel and strengthens the natural chromium-oxide layer. It does not change the blade’s appearance, but it improves corrosion resistance.
It is often required for stainless knives sold into food-service, medical, or marine markets, and suppliers should be able to provide passivation certification on request.
How much does DLC coating add to knife cost?
For manufacturers, DLC coating typically adds $3–$8 per part in high-volume production, with premium formulations or complex blade geometries reaching $10+. Batch setup and outsourcing fees can raise effective costs significantly on smaller runs.